












{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:
| Série | HiPer-Drill | |
| Exécution | 12×D | |
| Queue | ISO 9766 | |
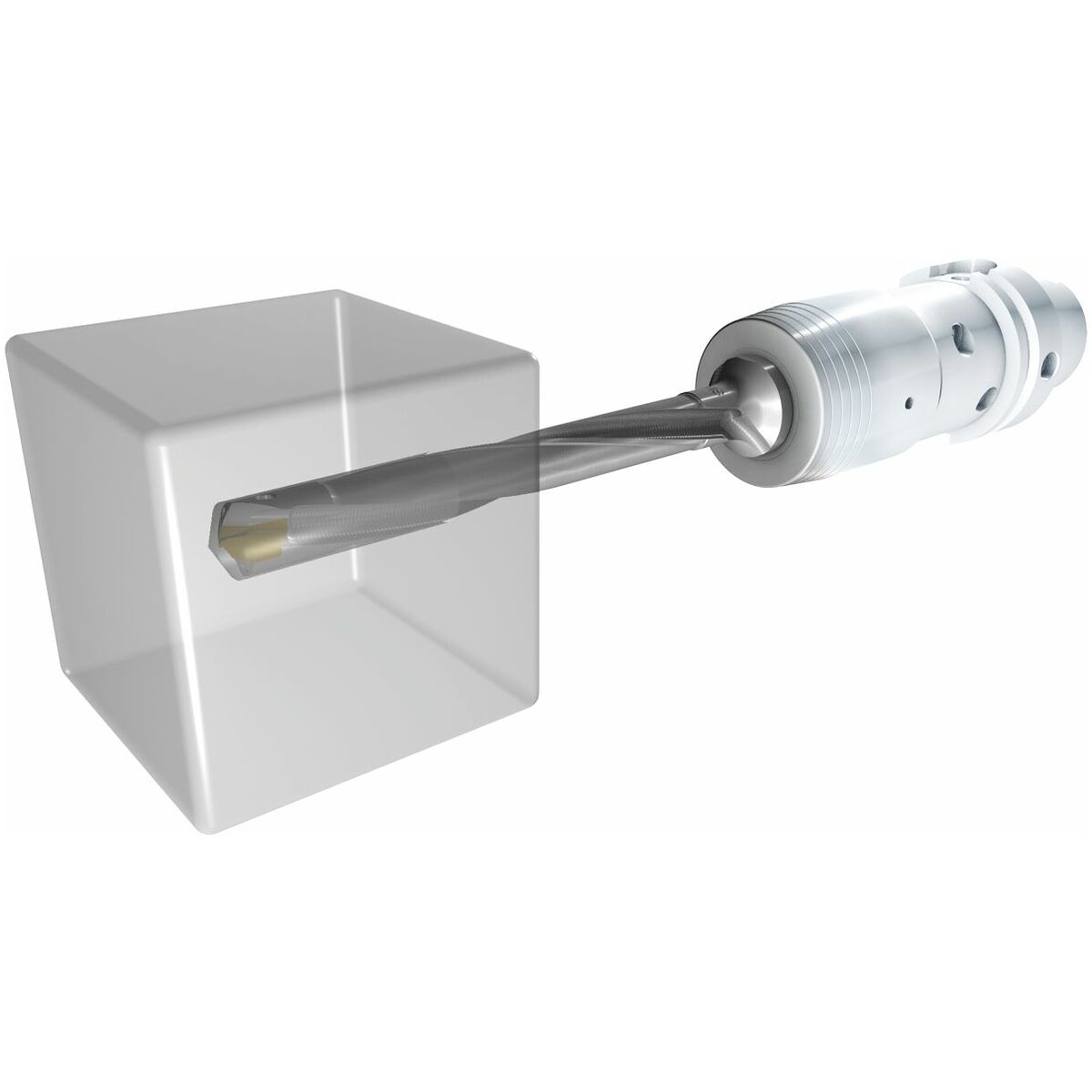
| Application de perçage | Perçage transversal; Perçage de paquets; Sortie de perçage en biais; Pré-perçage en oblique sous condition | |
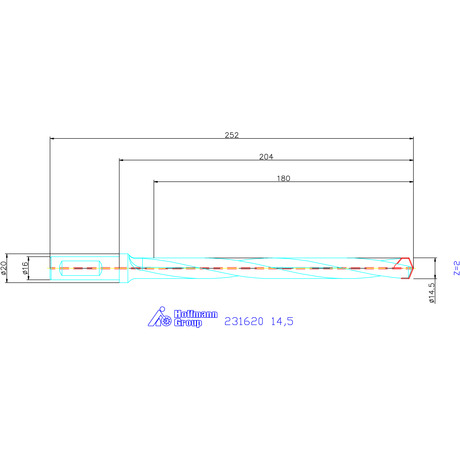
| Nombre de dents Z | 2 | |
| Arrosage interne | oui | |
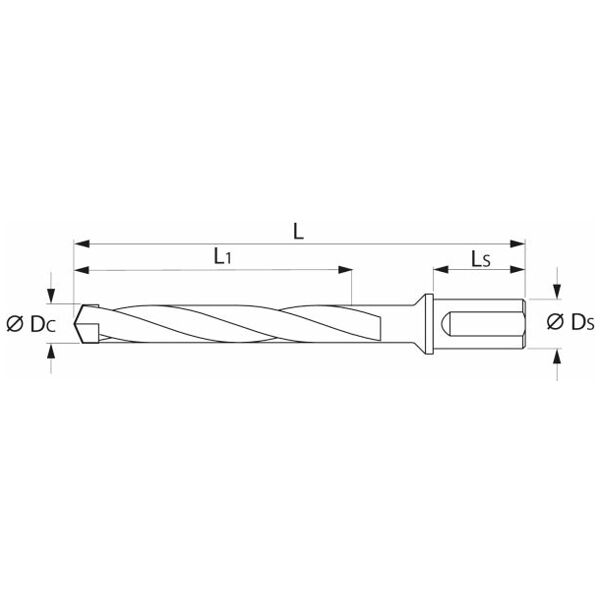
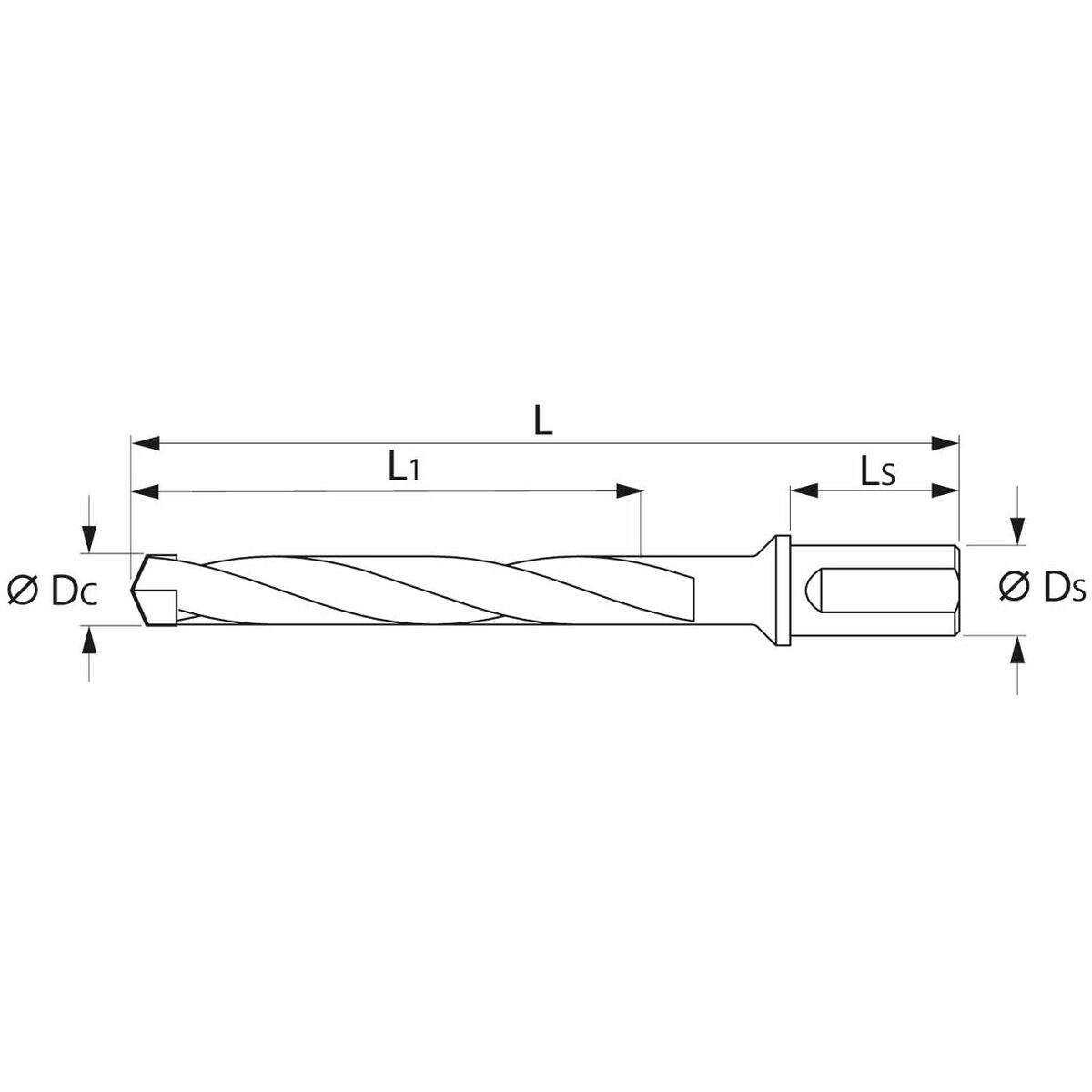
| Plage ⌀ Dc | 14,5 mm - 14,99 mm | |
| Long. utile L1 | 180 mm | |
| ⌀ queue Ds | 16 mm | |
| Long. queue Ls | 48 mm | |
| Vis de serrage | 231999 8IP (0,9 Nm) | |
| Longueur totale L | 252 mm | |
| Type de produit | Forets à plaquettes |
| Référence article | 231620 14,5 | |
| EAN / GTIN | 4045197687661 | |
| Réf. fabricant | 231620 14,5 |