

{{ name }}
Art-nr {{ combinedCodeWithHighlight }}
Artikelnummer:
EAN/GTIN:
Tillverkarens nummer:
| gänga | Rc1/8-28 | |
| Beläggning | obelagd | |
| Gängtyp | Rc | |
| Flankvinkel | 55 grad | |
| Skärmaterial | HSS E | |
| Norm | DIN 2181 | |
| Gängnorm | DIN EN 10226-2 | |
| Skärfasform | C | |
| Konförhållande | 1:16 | |
| Skaft | Cylindriskt skaft med h9 | |
| Invändig | nej | |
| Användning vid håltyp | Bottenhål; Genomgående hål | |
| Skärriktning | Höger | |
| Gängstigning | 0,907 mm | |
| Varvper tum | 28 | |
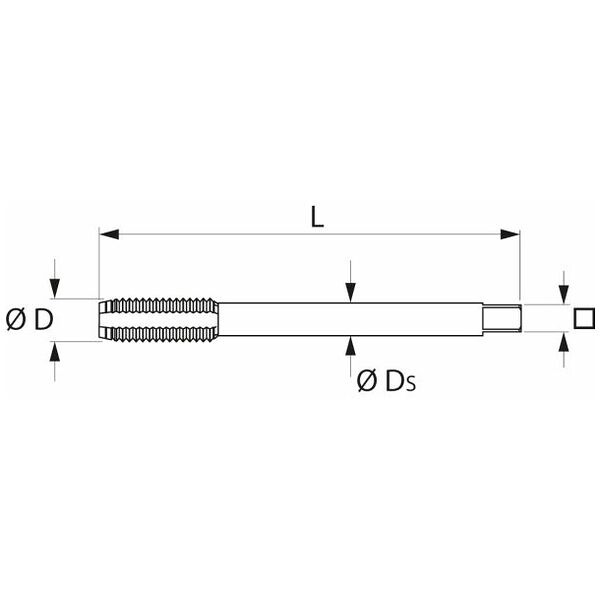
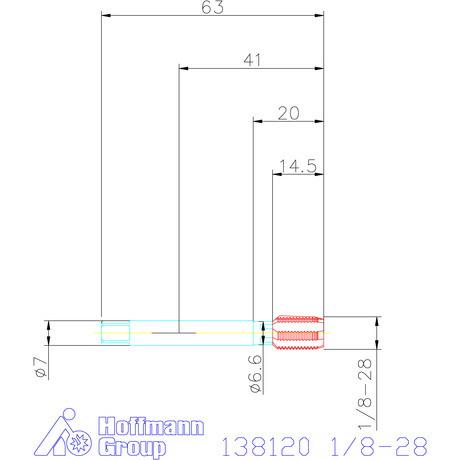
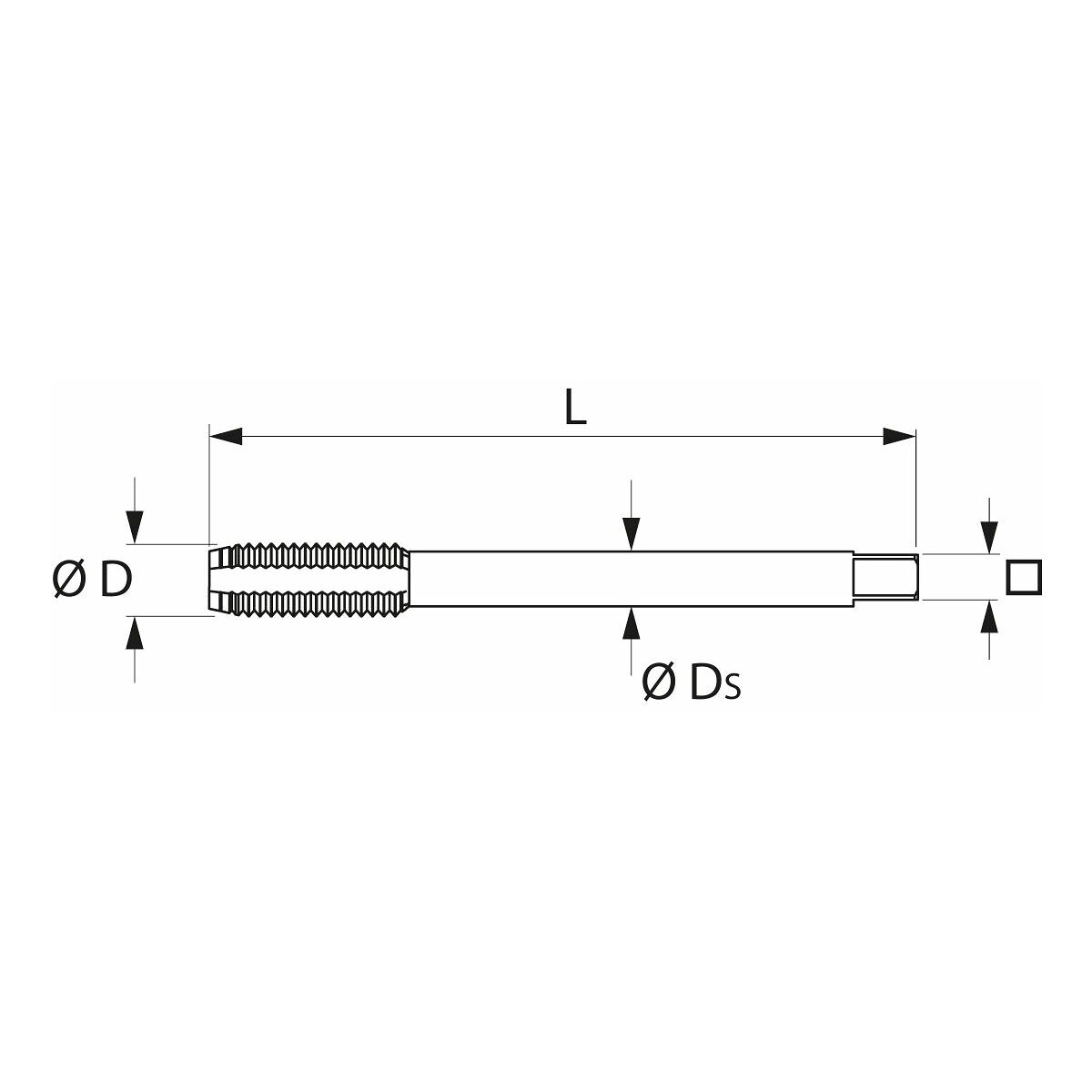
| totallängd L | 63 mm | |
| Skaftdiameter Ds | 7 mm | |
| Skaftfyrkant □ | 5,5 mm | |
| Kärnhåls-⌀ A | 8,15 mm | |
| Kärnhåls-⌀ B | 8,1 mm | |
| Inställningsmåttets diameter Dmax JS11 | 8,57 mm | |
| Minsta håldjup kärnhål | 11,1 mm | |
| Gäng-⌀ | 9,72 mm | |
| Typ av gängverktyg | Maskingängtapp för konventionell bearbetning | |
| Antal spånspår | 5 | |
| Färgring | Utan | |
| Antal skär Z | 5 | |
| Gängdjup | 41 mm | |
| Produktslag | Gängtapp |
| Artikelnummer | 138120 1/8-28 | |
| EAN/GTIN | 4045197585585 | |
| Tillverkarens nummer | 138120 1/8-28 |








