












{{ name }}
Cod articol {{ combinedCodeWithHighlight }}
Codul articolului:
EAN / GTIN:
Număr producător:
| Serie | HiPer-Drill | |
| Uitvoering | 12×D | |
| Schacht | ISO 9766 | |
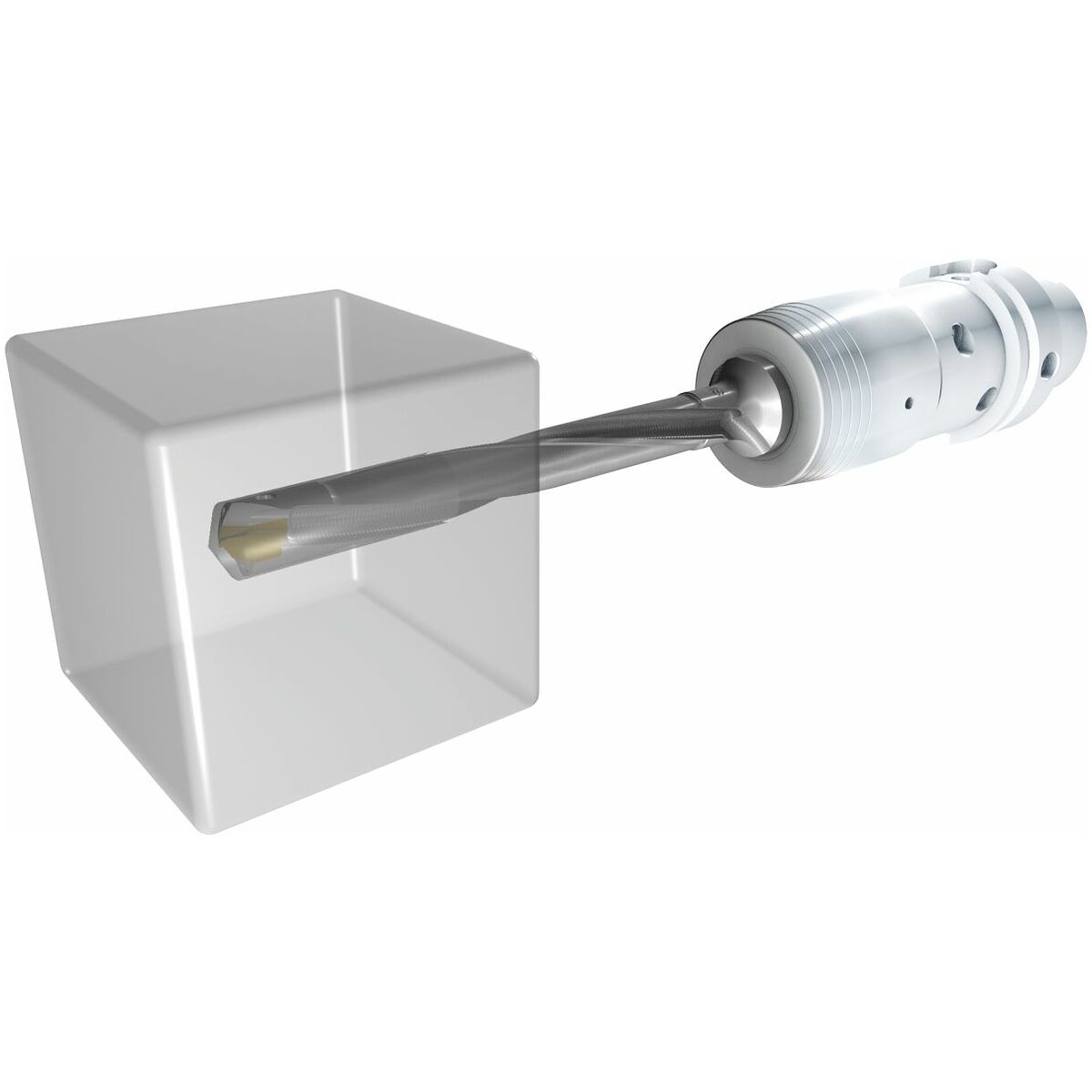
| Boortoepassing | beperkt dwarsboren; beperkt pakketboren; beperkt schuine uittrede; beperkt schuin aanboren | |
| Aantal snijkanten Z | 2 | |
| Inwendige koeling | ja | |
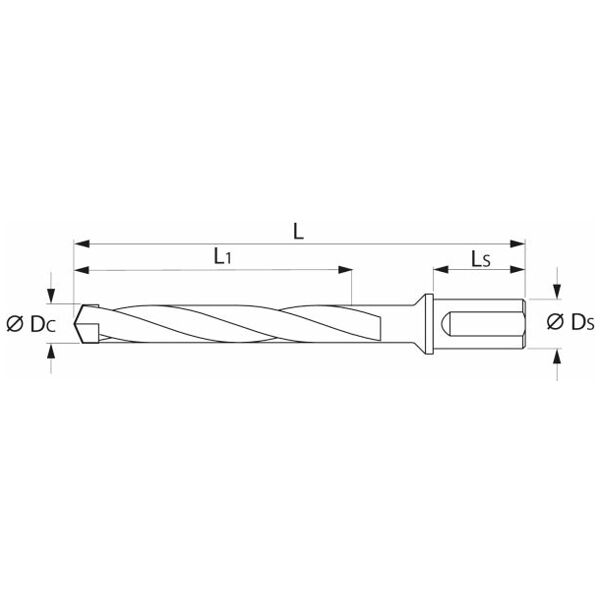
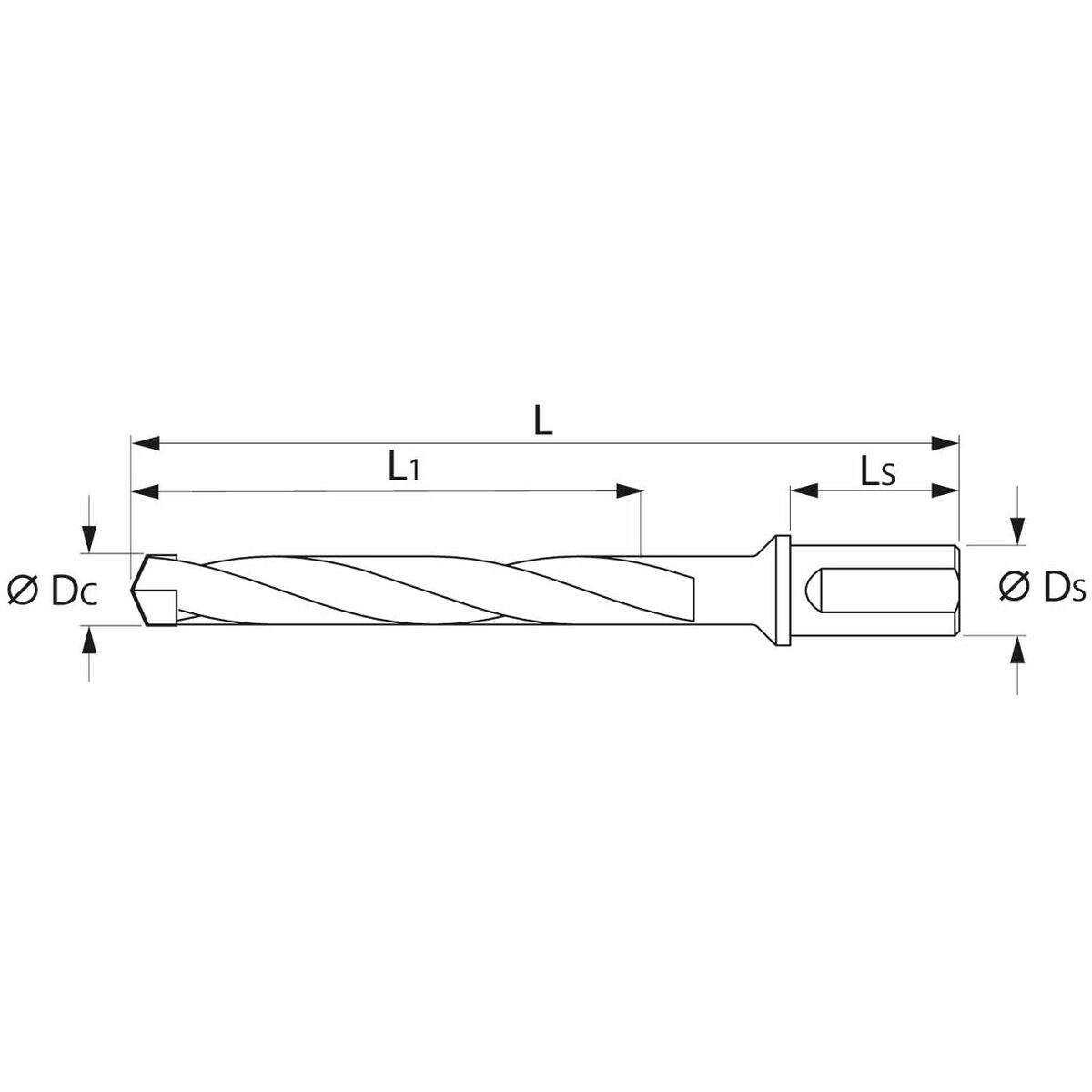
| ⌀-bereik Dc | 34 mm - 34,99 mm | |
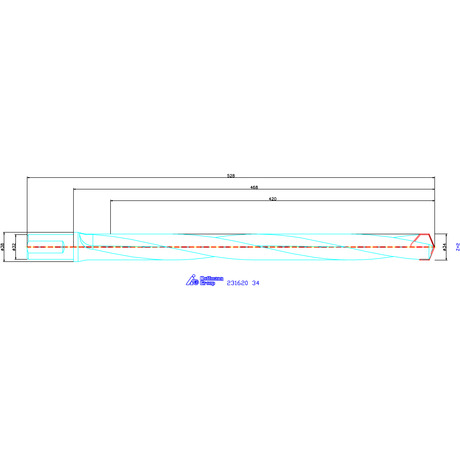
| Nuttige lengte L1 | 420 mm | |
| Schacht-⌀ Ds | 32 mm | |
| Schachtlengte Ls | 60 mm | |
| Spanschroef | 231999 20IP1 (7,5 Nm) | |
| Totale lengte L | 528 mm | |
| Producttype | Wisselplaatboor |
| Cod articol | 231620 34 | |
| EAN / GTIN | 4045197726063 | |
| Număr producător | 231620 34 |