

{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
| wielkość gwintu | M2 | |
| powłoka | TiAlN | |
| Rodzaj gwintu | M; M-LH | |
| Kąt boku zarysu gwintu | 60 stopni | |
| Materiał ostrza | VHM | |
| Norma na gwinty | DIN 13 | |
| chwyt | DIN 6535 HA z h6 | |
| skok gwintu | 0,4 mm | |
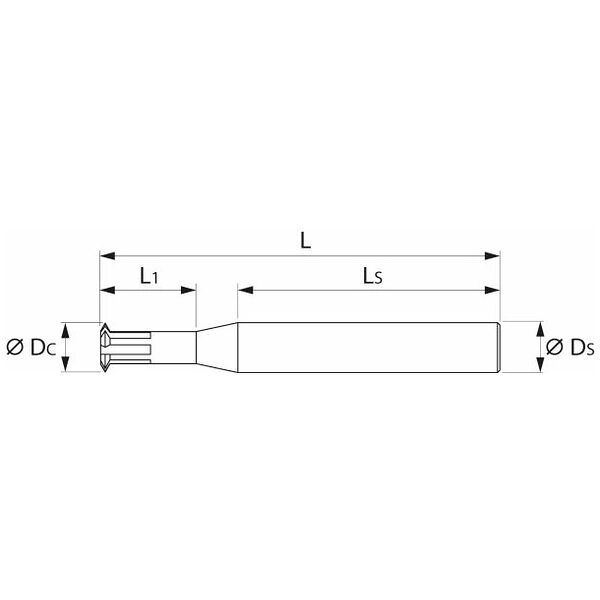
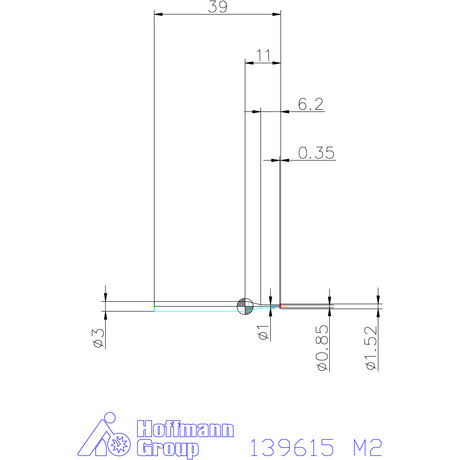
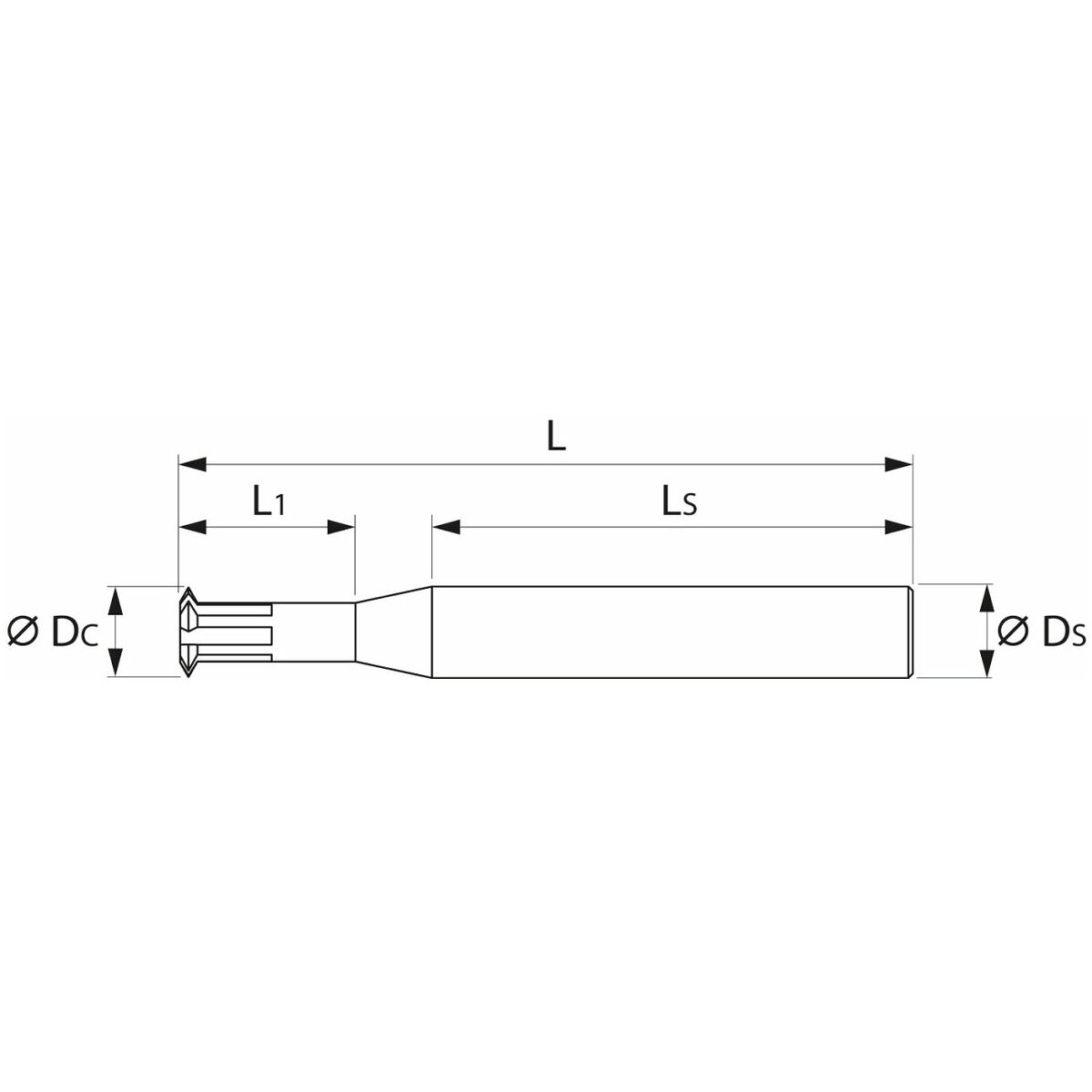
| ⌀ nom. DC | 1,52 mm | |
| maksymalna głębokość pracy LC | 6 mm | |
| Długość chwytu Ls | 28 mm | |
| Długość wysięgu L1 | 6 mm | |
| długość całkowita L | 39 mm | |
| ⌀ chwytu Ds | 3 mm | |
| chłodzenie wewnętrzne | nie | |
| Liczba zębów Z | 3 | |
| Zastosowanie przy rodzaju otworów | do 3×D w przypadku otworów nieprzelotowych; do 3xD przy otworze przelotowym | |
| posuw fz w stali < 1400 N/mm2 | 0,01 mm | |
| posuw fz w CFK | 0,02 mm | |
| tolerancje chwytu | h6 | |
| liczba rowków wiórowych | 3 | |
| pierścień barwny | zielone | |
| Zastosowanie wewnętrzne / zewnętrzne | wew. | |
| głębokość gwintu | 6 mm | |
| Rodzaj produktu | Frez do gwintów |
| Numer artykułu | 139615 M2 | |
| EAN / GTIN | 4045197585806 | |
| Numer producenta | 139615 M2 |




















