














{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
| Serie | HiPer-Drill | |
| Ausführung | 8×D | |
| Schaft | ISO 9766 | |
| Bohrverwendung | bedingt Querbohren; bedingt Paketbohren; bedingt schräger Austritt; bedingt schräg Anbohren | |
| Number of cutting edges Z | 2 | |
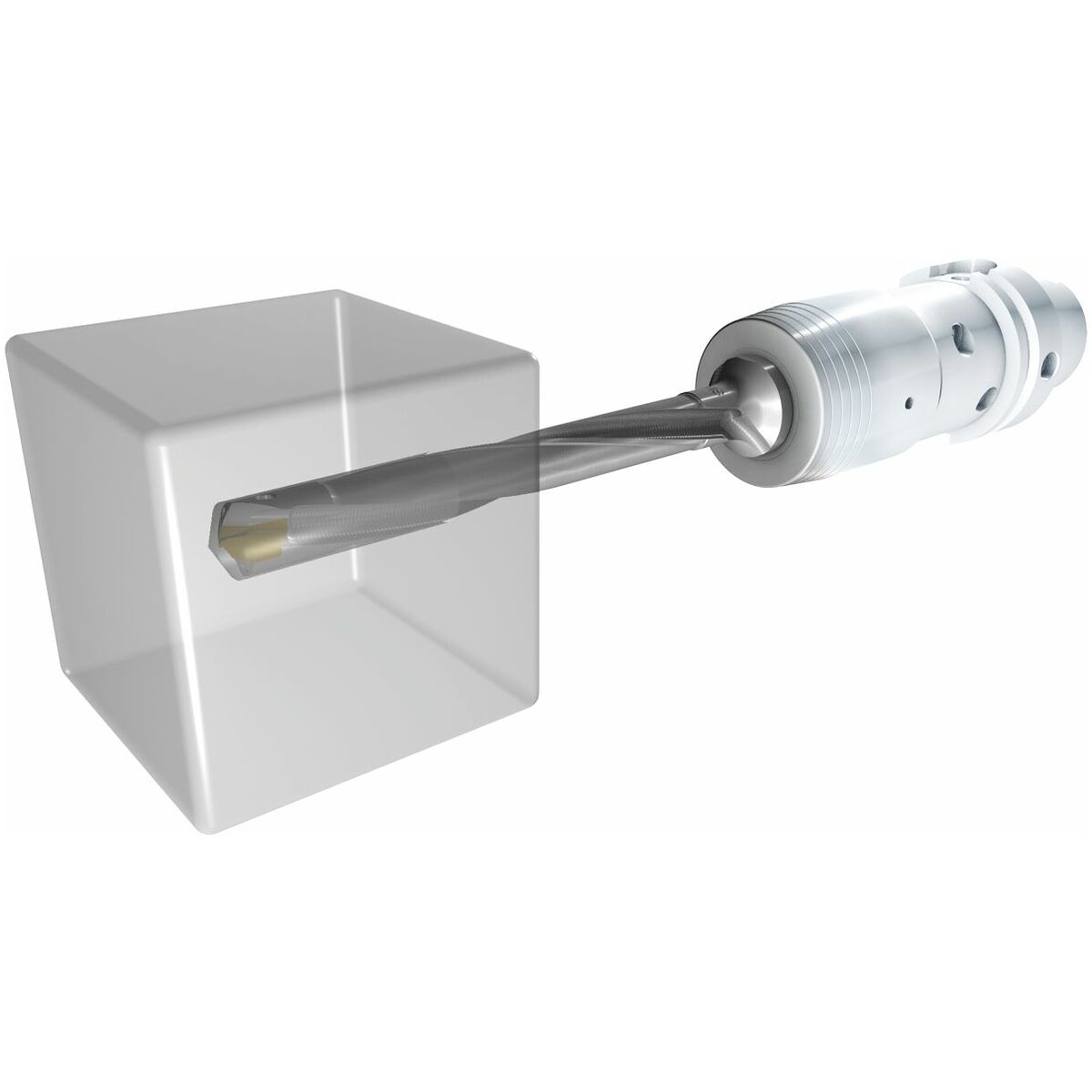
| Innenkühlung | ja | |
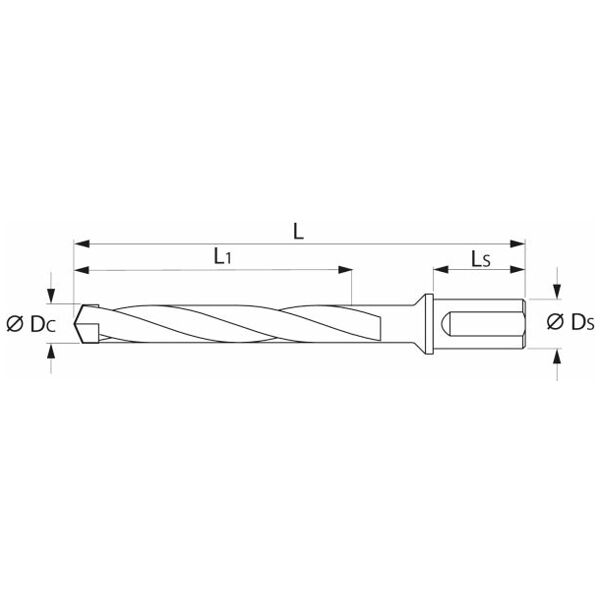
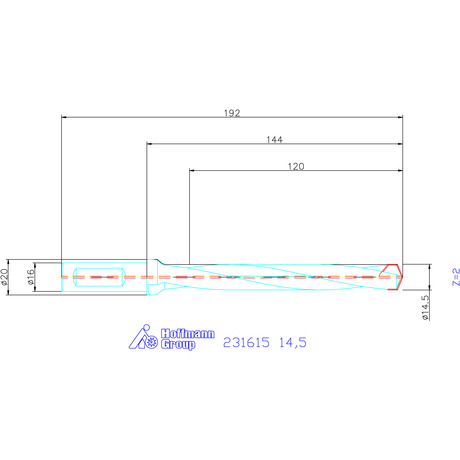
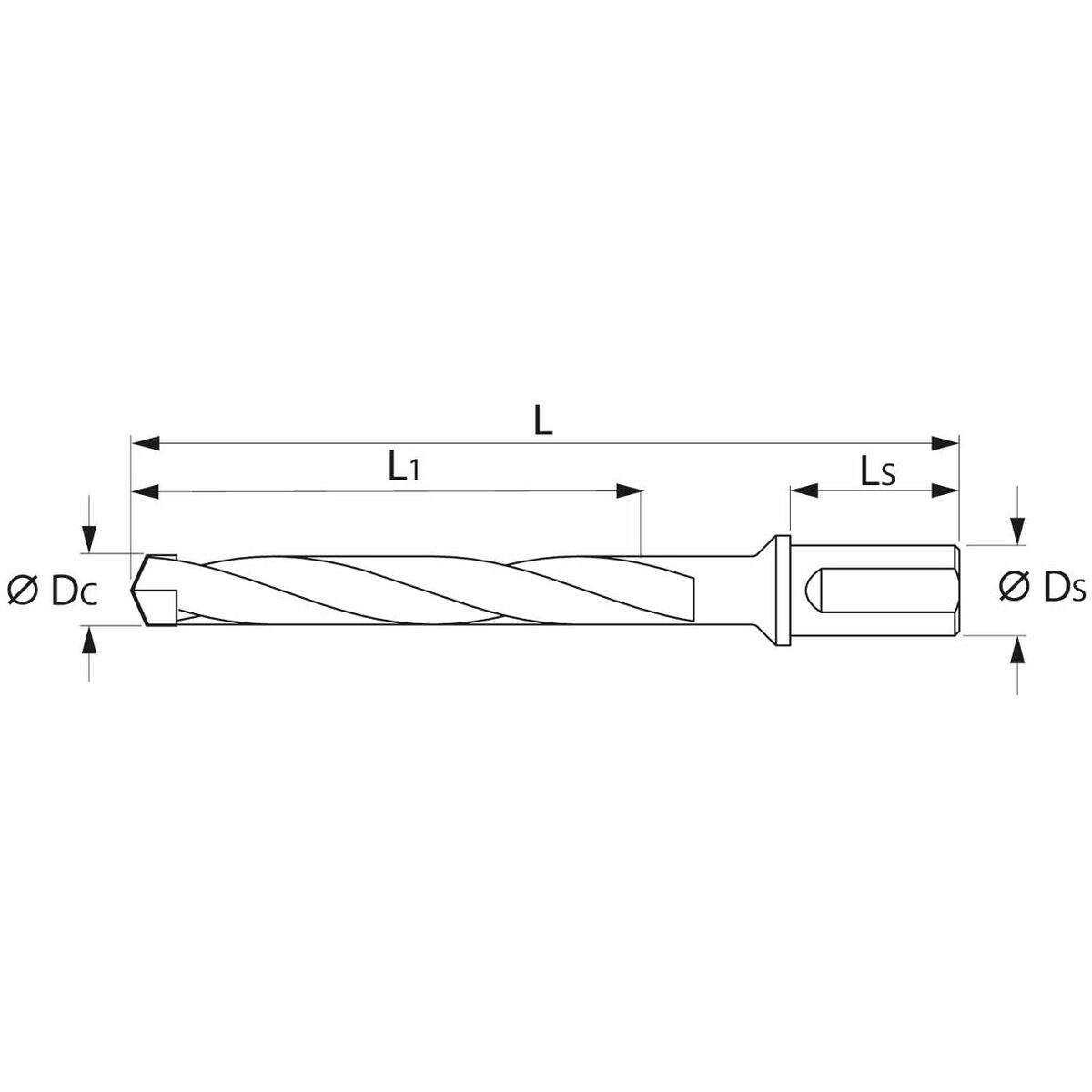
| Dia. range Dc | 14.5 mm - 14.99 mm | |
| Reach L1 | 120 mm | |
| Shank ⌀ Ds | 16 mm | |
| Shank length Ls | 48 mm | |
| Clamping screw | 231999 8IP (0.9 Nm) | |
| Overall length L | 192 mm | |
| Produktart | Wendeplattenbohrer |
| Artikelnummer | 231615 14,5 | |
| EAN / GTIN | 4045197603197 | |
| Herstellernummer | 231615 14,5 |