Prevedenie:
Vysokovýkonné mikrovrtáky pre univerzálne použitie materiálov so zameraním na spracovanie ocele. Maximálna spoľahlivosť procesu vďaka presne zladeným nástrojom pre celý systém a rozšírenej vodiacej hrane. Vŕtanie najmenších priemerov do maximálnej hĺbky po predchádzajúcom pilotnom vŕtaní. Optimálny kompromis medzi priemerom jadra a veľkosťou priestoru pre triesky pre optimálny odvod triesok – aj pri materiáloch s dlhšími trieskami. Zvýšené rýchlosti úberu materiálu a životnosť nástroja vedú k hospodárnemu procesu vŕtania aj pri najmenších priemeroch vŕtania so súčasne vysokým pomerom L/D.
Poznámka:
Pre procesne spoľahlivé použitie mikrovrtákov od 8×D je potrebný
vodiaci otvor minimálne 4×D s mikrovrtákom
121223. Pri vertikálnom obrábaní a rovnej ploche obrobku možno upustiť od vodiaceho otvoru od D
C =⌀ 1 mm až do dĺžky 12×D. Pred použitím nasledujúceho vŕtacieho nástroja sa vždy uistite, že
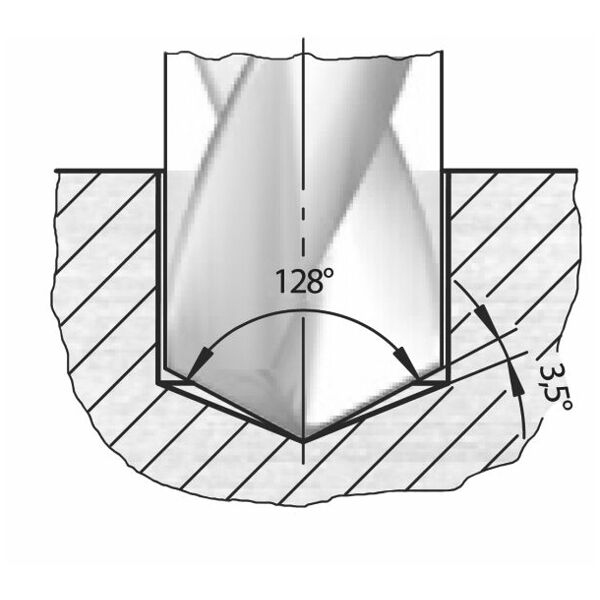
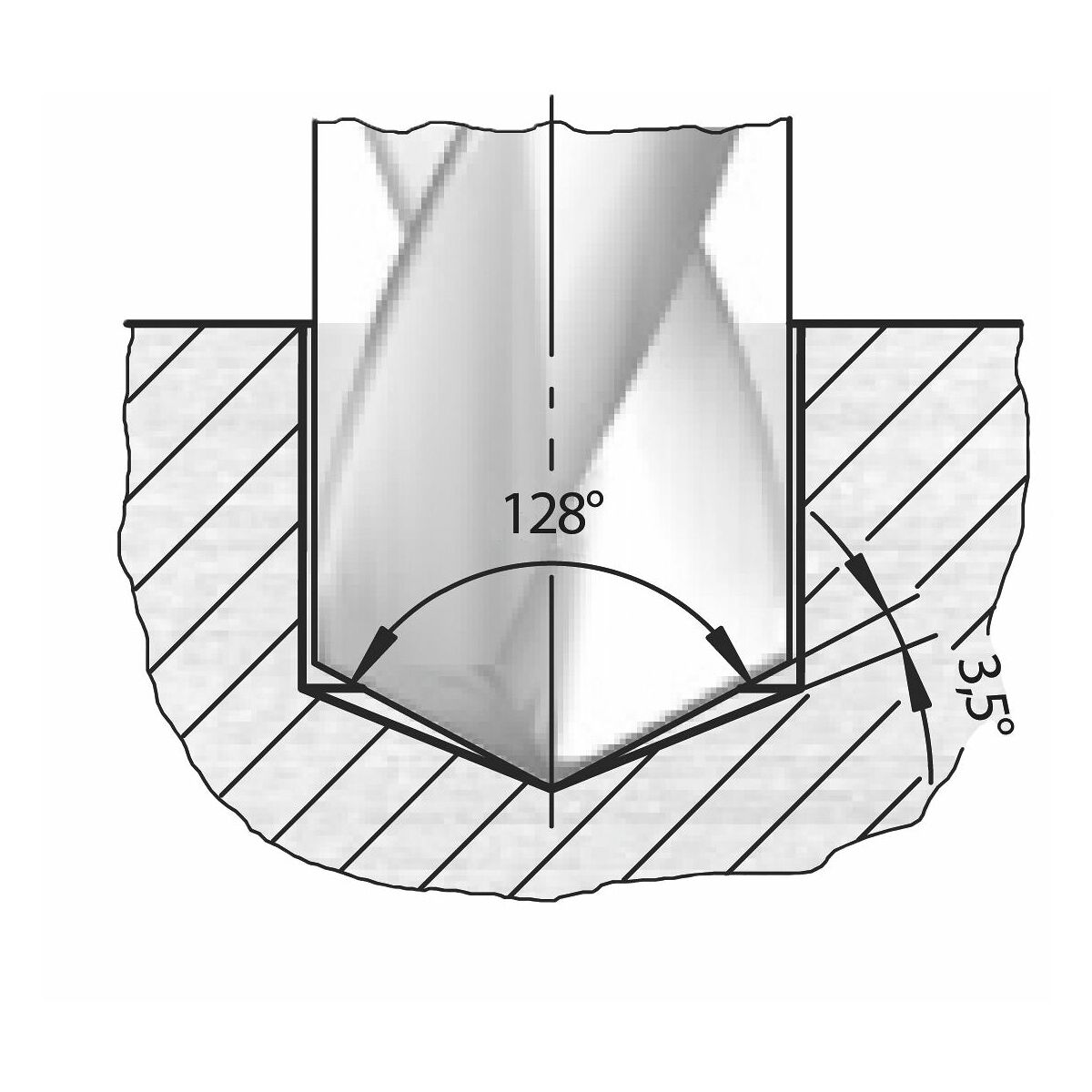
vodiaci otvor neobsahuje triesky. Po zhotovení vodiaceho otvoru odporúčame osadiť 90° záhlbník so zodpovedajúcim vhodným NC bodovým vrtákom. Pri kritických aplikáciách (napr. najvyššia možná presnosť výroby, minimálna tvorba hrán, znížený tlak chladiacej kvapaliny) znížte rýchlosť posuvu nástroja o 50 % pred vstupom a výstupom materiálu. V prípade potreby si materiály s dlhými trieskami vyžadujú
odstraňovanie triesky v krokoch po 3×D s minimálnym pohybom vtiahnutia do hĺbky pilotného otvoru. Uistite sa, prosím, že používate vhodné
upínacie zariadenia nástrojov (zmršťovacie skľučovadlá, hydraulické rozpínacie skľučovadlá) so sústrednosťou menšou ako 0,003 mm, dostatočne vysokým
tlakom chladiacej kvapaliny (najmenej 30 barov) a dostatočne jemnou
filtráciouchladiacej kvapaliny (D
C<⌀ 2 mm s filtrom ≤ 0,010 mm; D
C <⌀ 3 mm filter ≤ 0,020 mm). Uvedený pomer L/D zodpovedá
minimálnej dosiahnuteľnej hĺbke vŕtania so zodpovedajúcim mikrovrtákom.
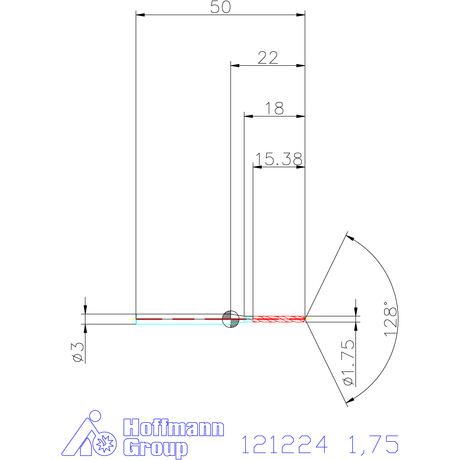
Dĺžka napínacích drážok L
C = L
2 + 1,5 × D
C.