{{ name }}
Č. pol. {{ combinedCodeWithHighlight }}
Kód položky:
EAN/GTIN:
Číslo výrobcu:

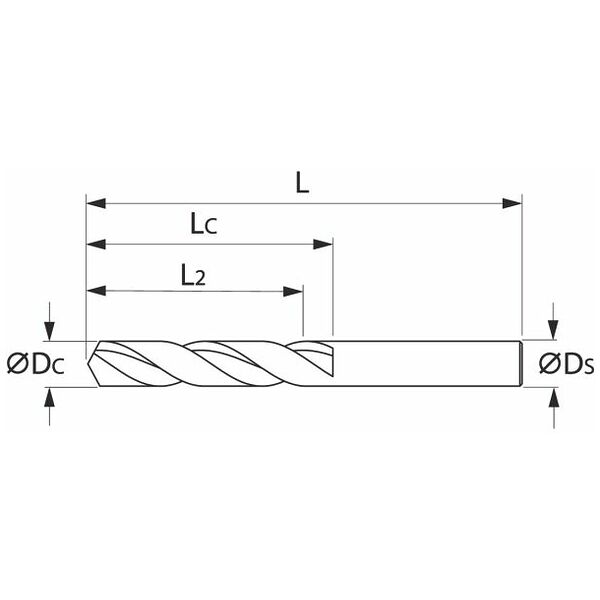
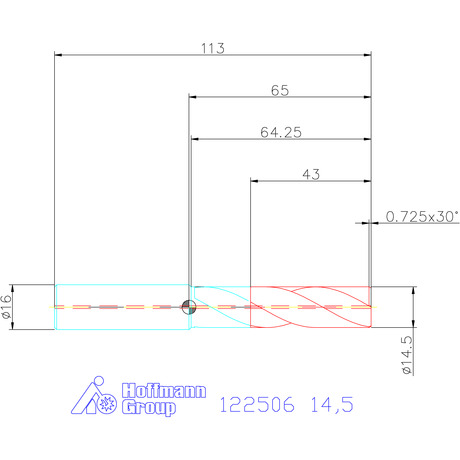

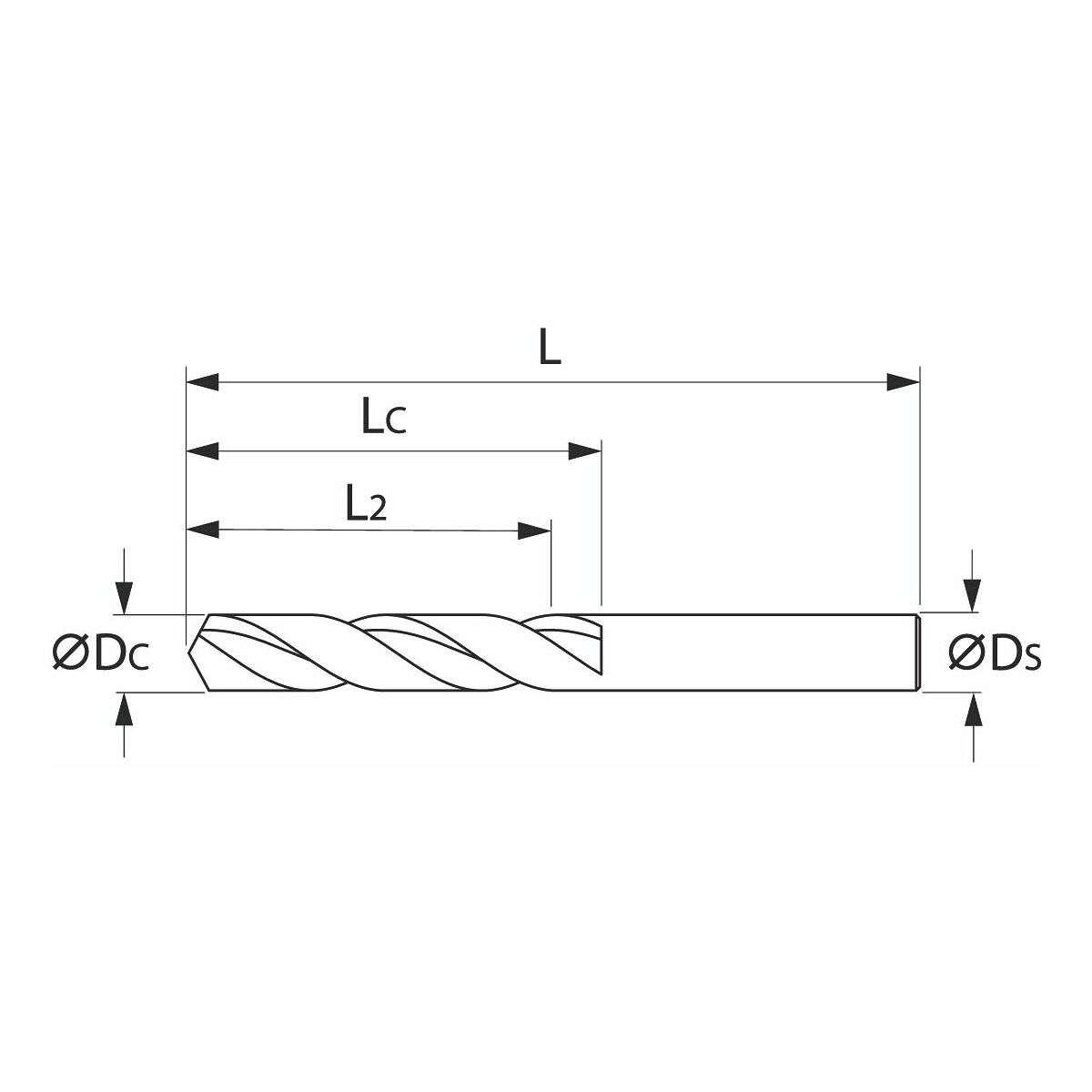
| Nominálna⌀ DC. | 14,5 mm | |
| Povrchová úprava | TiAlN | |
| Rezný materiál | VHM | |
| Štandard | Výrobná norma | |
| Vykonanie | 3×D | |
| Tolerancia nominálna⌀ | m7 | |
| Počet rezných hrán z | 2 | |
| Uhol špičky | 180 Stupeň | |
| Odporúčaná maximálna hĺbka vŕtania L2 | 41,3 mm | |
| Driek | DIN 6535 HA s h6 | |
| Použitie pri vŕtaní | vypuklé podmienene; podmienené priečne vŕtanie; podmienené strediace vŕtanie | |
| Vnútorné chladenie | áno, pri 25 bar | |
| Je potrebná pilotná vŕtačka | áno, pilotný vrták | |
| Pološtandardné | áno | |
| Dĺžka upínacej tyče Lc | 63 mm | |
| Celková dĺžka L | 113 mm | |
| Hriadeľ⌀ Ds.. | 16 mm | |
| Tolerancia hriadeľa | h6 | |
| Podávanie f v oceli < 900 N/mm2 | 0,16 mm/ot. | |
| Farebný krúžok | zelená | |
| Typ výrobku | Špirálový vrták |
| Číslo položky | 122506 14,5 | |
| EAN/GTIN | 4045197744517 | |
| Číslo výrobcu | 122506 14,5 |









