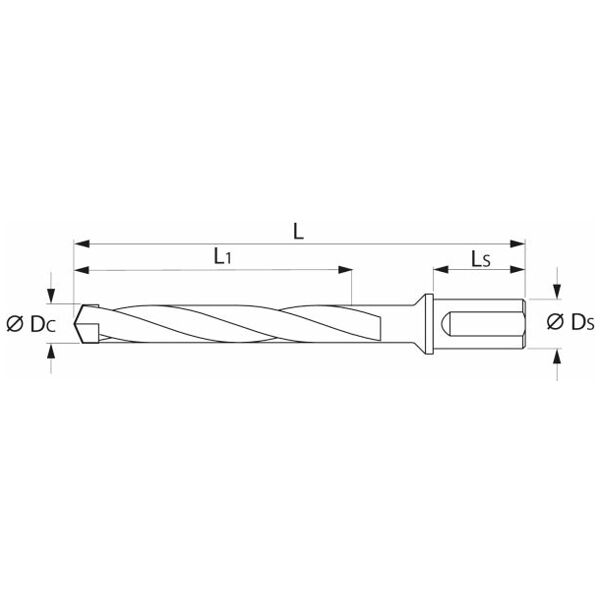
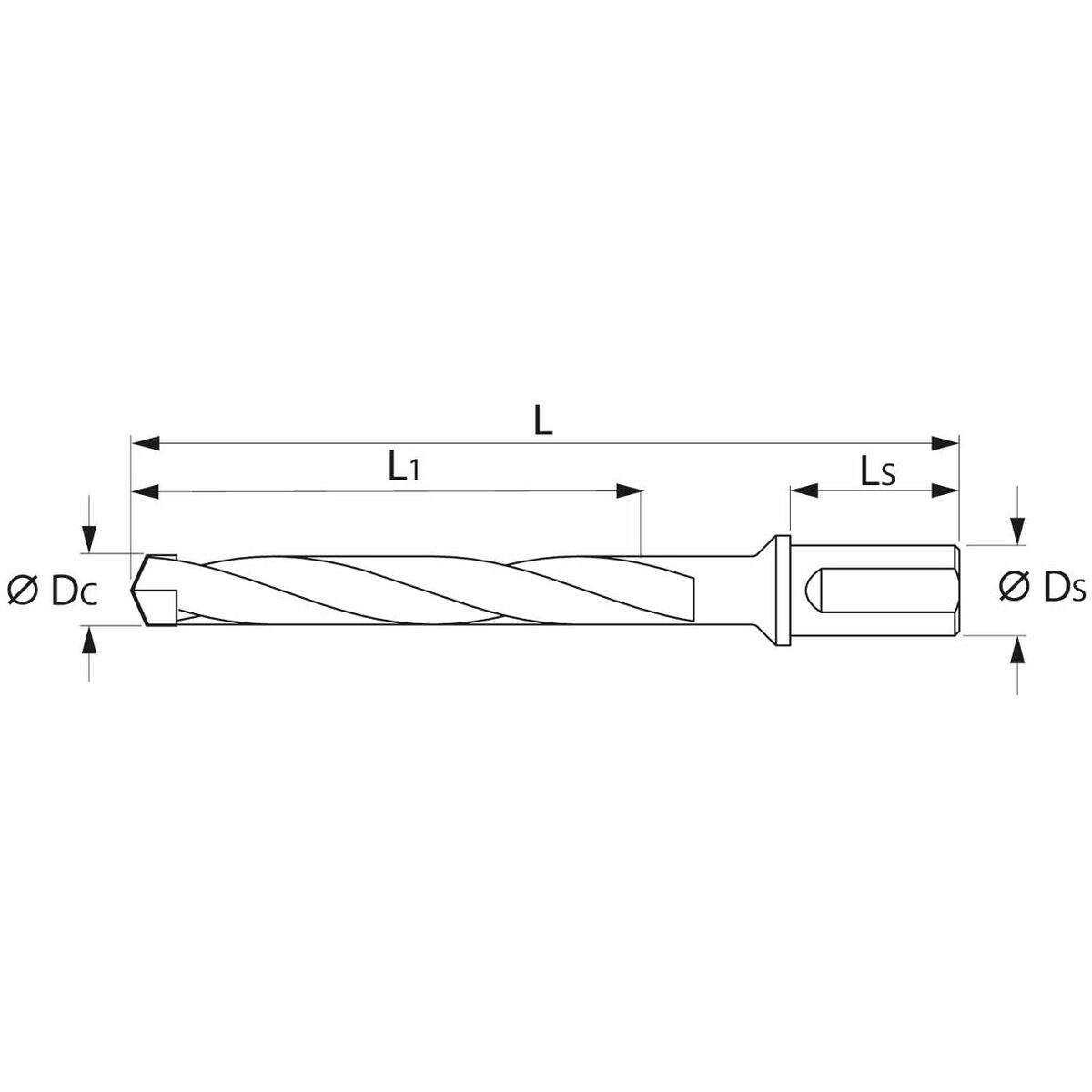
Version:
- Very high feed rates and maximum performance due to optimally matched geometries and materials.
- Precise positioning of the cutter insert due to Vee insert seating and secure clamping by the centre bore.
- High concentricity when assembled.
- Shank support for optimum stability in operation.
Polished flutes.
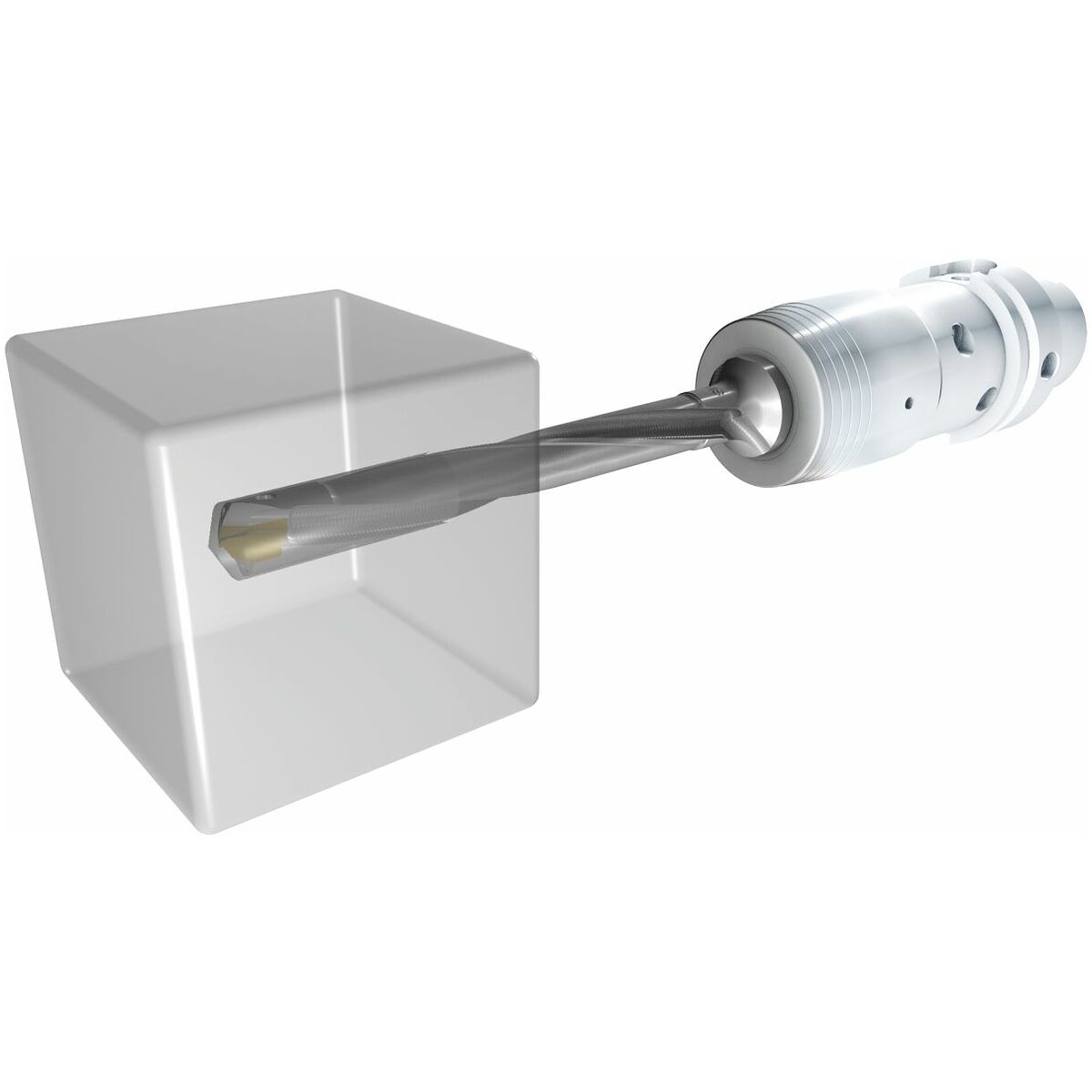
Application:
For stationary and rotating use. For holes up to IT9 accuracy.
Note:
Further sizes up to ⌀ 50.99 mm available on request.
The insert screw must be replaced after every fifth change of cutter insert.
For process reliability when using the drill, initial pilot drilling to 1.5×D with the drill No.
231600 with the same cutter insert size and type is necessary.
The generation of a pilot hole improves process reliability.Clamp in a hydraulic chuck (such as No.
302026 size 20) for optimum radial run-out.
For optimum stability, clamp the drill so the overhang is as short as possible.
Reduce feed rates f by 10 % and v
c values by 40 %.
For process reliability when using the drill, initial pilot drilling to 1.5×D with the drill No.
231600 with the same cutter insert size and type is necessary.
The generation of a pilot hole improves process reliability.Warning:
Bestimmungsgemäße Verwendung- Für stehenden und rotierenden Einsatz.
- Für mittelgroße Bohrungen bis Genauigkeit IT9, rechtsschneidend.
- Ausschließlich mit KSS-Emulsion zur Innenkühlung verwenden.
- Vor Verwendung Pilotbohrung zur Erhöhung der Prozesssicherheit durchführen.
- Nur mit Schneideinsatz Nr. 231630 – 231690, Spannschraube Nr. 231999 verwenden.
- Spannschraube mit auf Bohrer eingraviertem Drehmoment festziehen.
- Für den industriellen Gebrauch.
- Nur in technisch einwandfreiem und betriebssicherem Zustand verwenden.