












{{ name }}
Prekės Nr. {{ combinedCodeWithHighlight }}
Prekės numeris:
EAN / GTIN:
Gamintojo numeris:
| Series | HiPer-Drill | |
| Modelis | 12×D | |
| Kotas | ISO 9766 | |
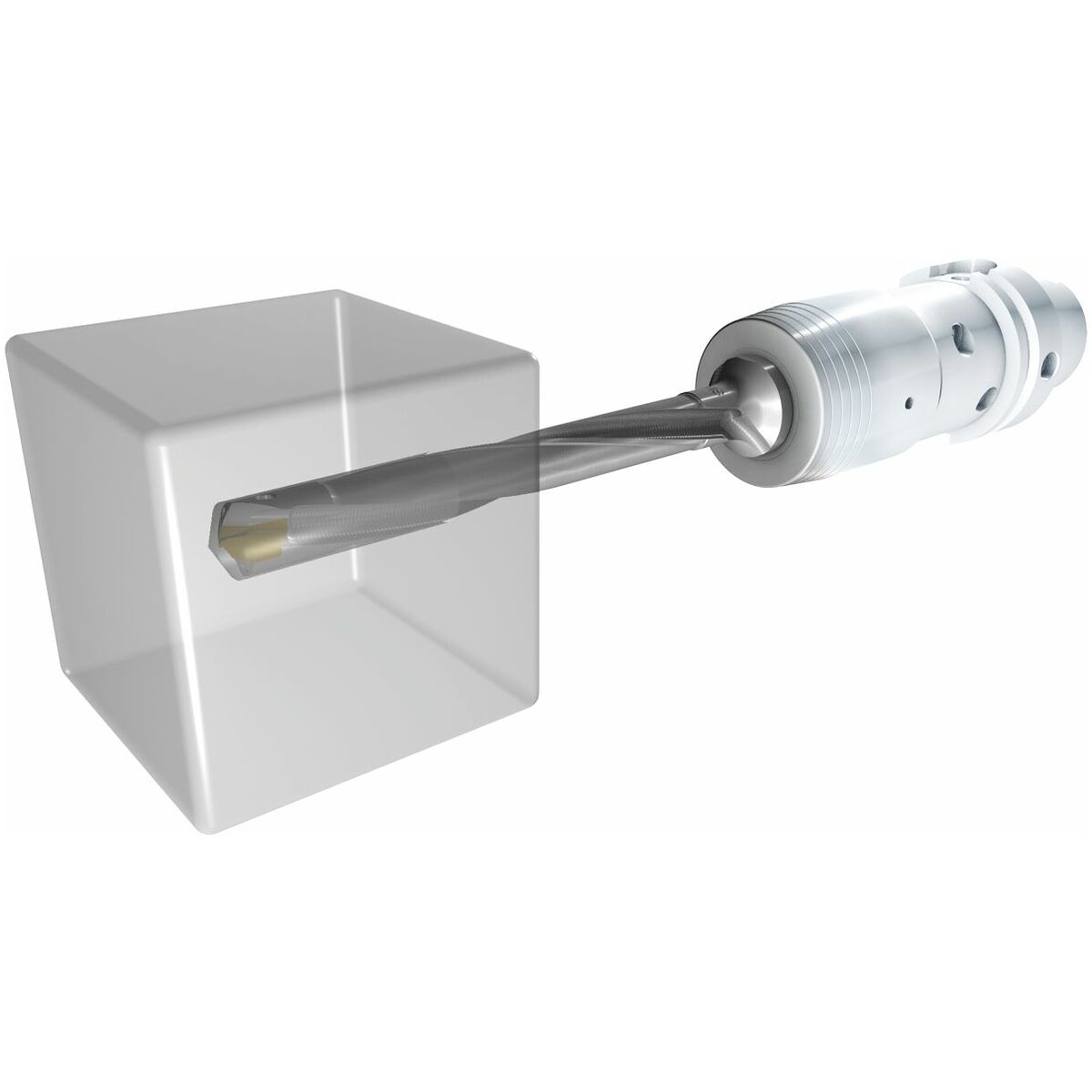
| Grąžto panaudojimas | ribotas skersinis gręžimas; ribotas gręžimas paketais; ribotas gręžimas su įkypu išėjimu; ribotas įkypas pragręžimas | |
| Number of cutting edges Z | 2 | |
| Vidinis aušinimas | taip | |
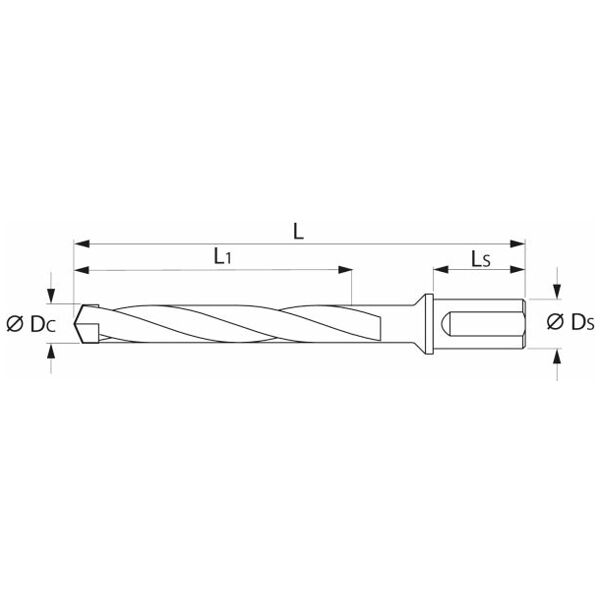
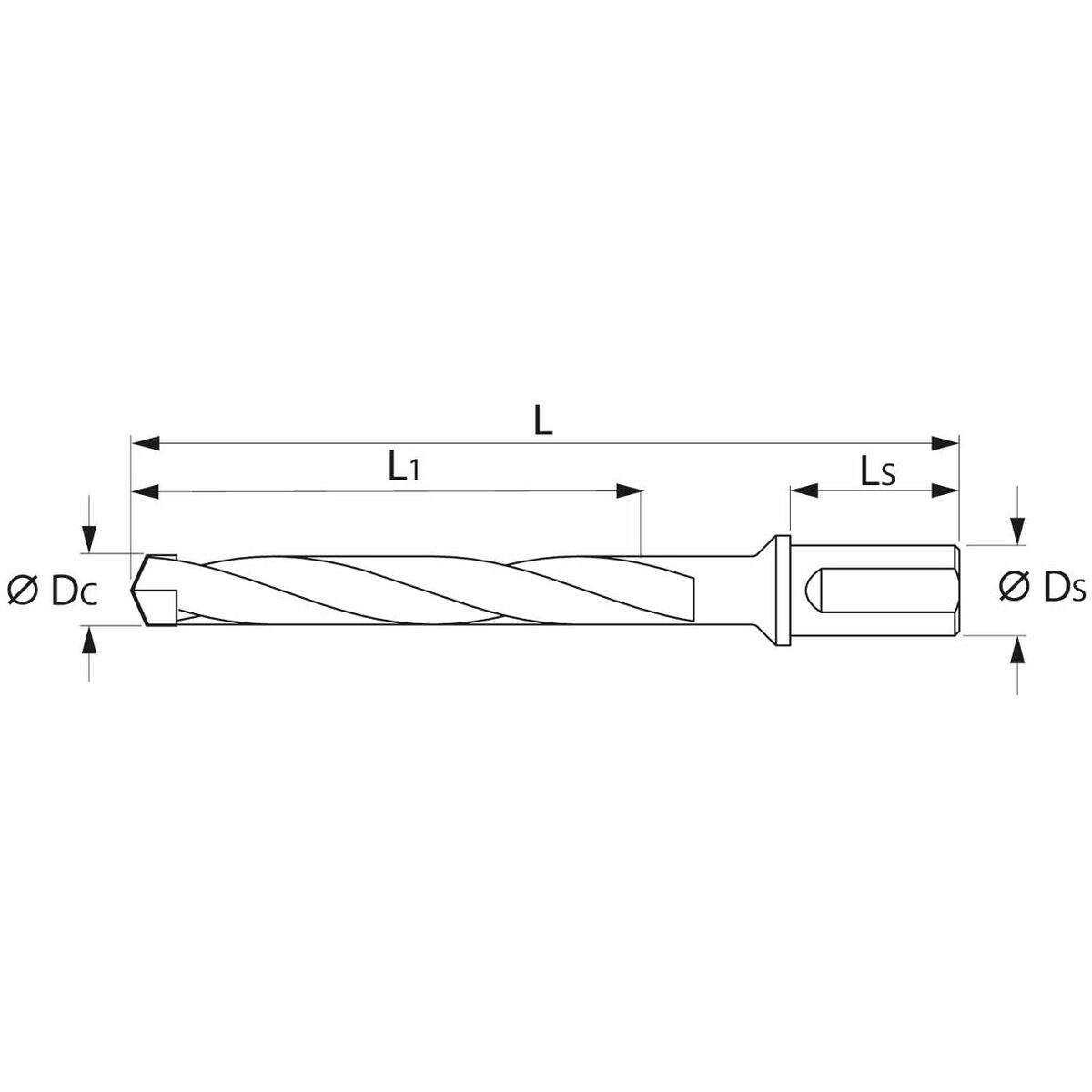
| Dia. range Dc | 22 mm - 22.99 mm | |
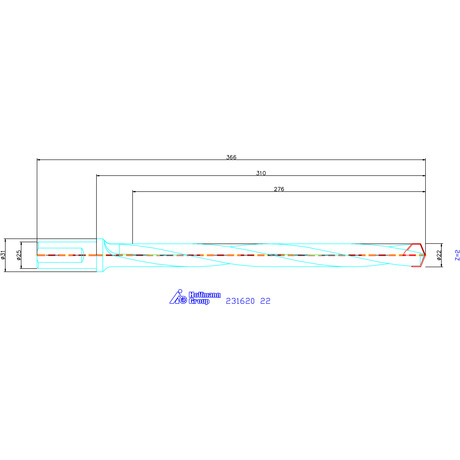
| Reach L1 | 276 mm | |
| Shank ⌀ Ds | 25 mm | |
| Shank length Ls | 56 mm | |
| Clamping screw | 231999 10IP (3.3 Nm) | |
| Overall length L | 366 mm | |
| Produkto rūšis | Grąžtas su keičiamomis plokštelėmis |
| Produkto numeris | 231620 22 | |
| EAN / GTIN | 4045197688743 | |
| Gamintojo numeris | 231620 22 |