



{{ name }}
Número de artículo {{ combinedCodeWithHighlight }}
Código del artículo:
EAN / GTIN:
Número del fabricante:
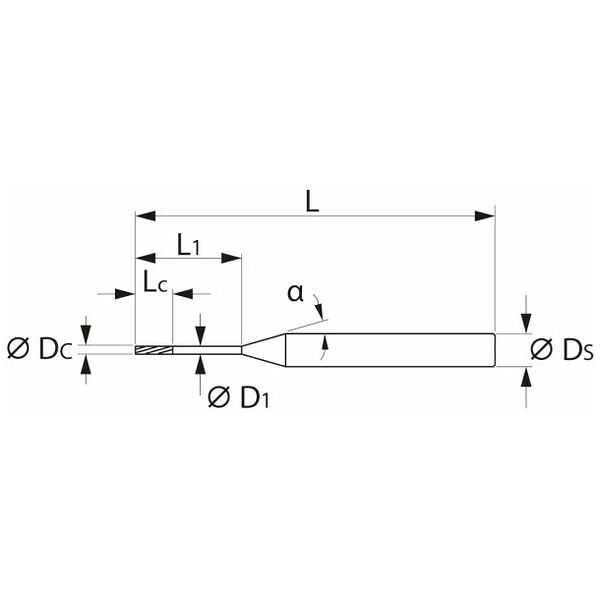
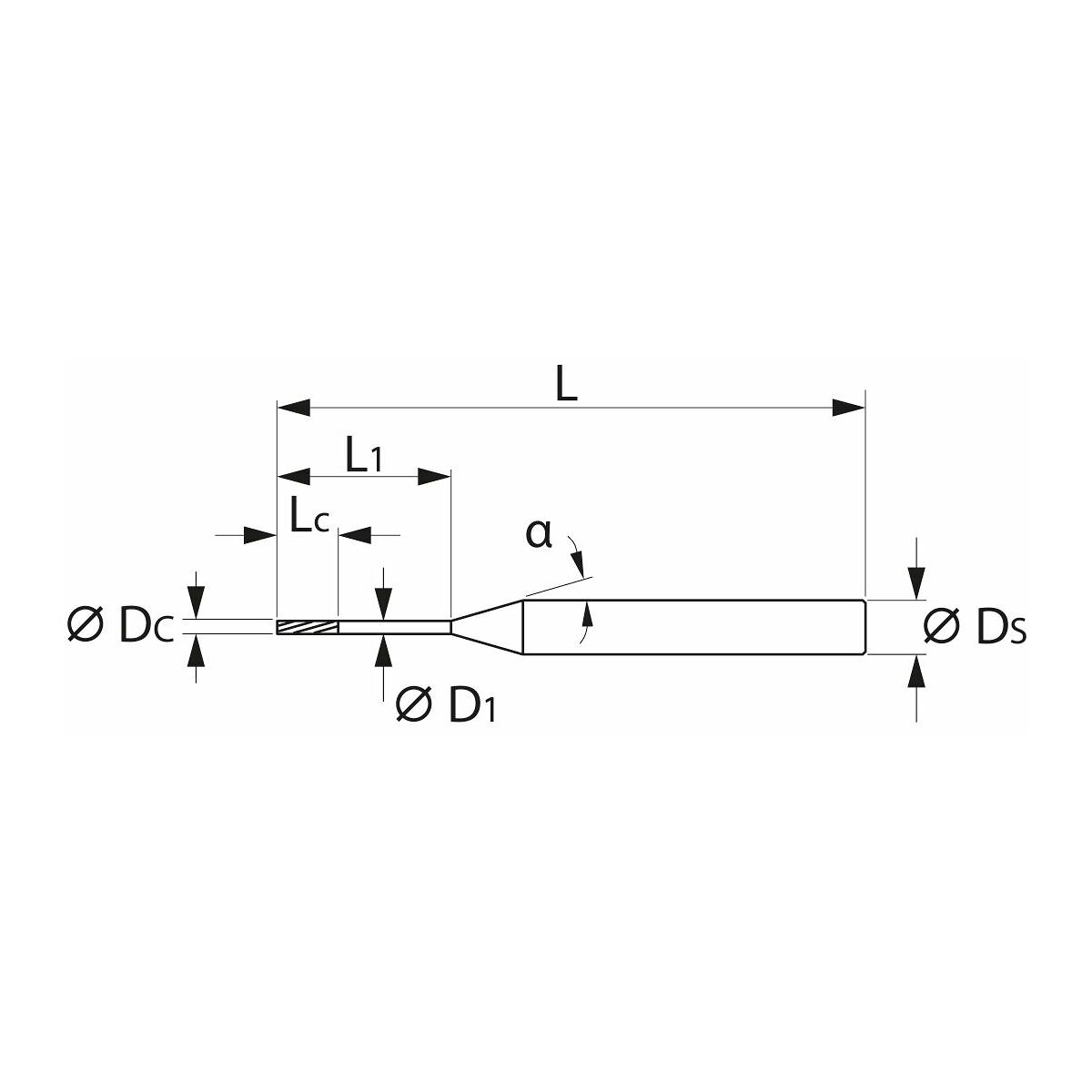
| ⌀ de corte DC | 1 mm | |
| Recubrimiento | Diamante | |
| Material de corte | MDI | |
| Norma | Norma de fábrica | |
| Tolerancia ⌀ nominal | 0 / −0,005 | |
| Número de dientes Z | 2 | |
| Ángulo de hélice | 30 grados | |
| Dirección de aproximación | horizontal, inclinado y vertical | |
| Anchura de ataque ae en la operación de fresado | Ranura completa profundidad de corte 1×D; 0,5×D al contornear | |
| Mango | DIN 6535 HA con h5 | |
| Refrigeración interior | no | |
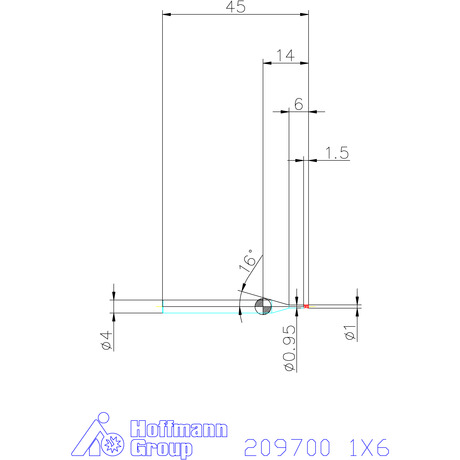
| Longitud de filo Lc | 1,5 mm | |
| Voladizo L1 incl. cuello | 6 mm | |
| ⌀ de cuello D1 | 0,95 mm | |
| Longitud total L | 45 mm | |
| ⌀ de mango Ds | 4 mm | |
| Ángulo del chaflán angular | 90 grados | |
| Avance fz para fresado de ranuras en grafito | 0,025 mm | |
| Avance fz para contornear en grafito | 0,03 mm | |
| Factor de corrección ap corr | 0,9 | |
| anillo de color | negro | |
| Tipo de producto | Fresa angular |
| Número de artículo | 209700 1X6 | |
| EAN / GTIN | 4045197917171 | |
| Número del fabricante | 209700 1X6 |













