Udførelse:
High performance-mikrobor til universel materialeanvendelse med hovedvægt på stålbearbejdning. Maksimal processikkerhed takket være værktøjer, der er afstemt nøjagtigt til det samlede system og den bredere føringsfas. Boring af meget små diametre op til maks. dybde efter pilotboringen, der ligger foran. Optimalt kompromis mellem kernediameter og spånrumsstørrelse giver optimal spånfjernelse – også ved materialer, der giver længere spåner. Øgede standtider og spåntagningsvolumen resulterer i en rentabel boreproces, også ved små borediametre og samtidig stort L/D-forhold.
Bemærk:
Af hensyn til processikker anvendelse af mikroborene fra 8×D kræves en
pilotboring på
mindst 4×D med mikropilotboret
121223. Ved lodret bearbejdning og plan emneoverflade kræves der ikke nogen pilotboring fra D
C =⌀ 1 mm op til en længde på 12×D. Vær altid opmærksom på, at
pilotboringen er fri for spåner, før anvendelsen af det efterfølgende boreværktøj. Vi anbefaler at sætte en 90° forsænkning med passende egnet NC-forbor, efter pilotboringen er udført. Ved kritiske opgaver (f.eks. den højest mulige fremstillingsnøjagtighed, minimal gratdannelse, reduceret kølemiddeltryk) skal værktøjets tilspænding før materialeind- og -udgang reduceres med 50 %. Materialer med lange spåner kræver evt.
fjernelse af spåner i trin på 3×D med en minimal tilbagegående bevægelse til dybden af pilotboringen. Vær opmærksom på egnede
Værktøjsopspændingsmidler (krympepatron, hydraulisk spændepatron) med en rundløbsnøjagtighed på under 0,003 mm, et tilstrækkeligt højt
kølemiddeltryk (mindst 30 bar), samt en tilstrækkelig fin
filtrering af kølemediet (D
C <⌀ 2 mm med filter ≤ 0,010 mm; D
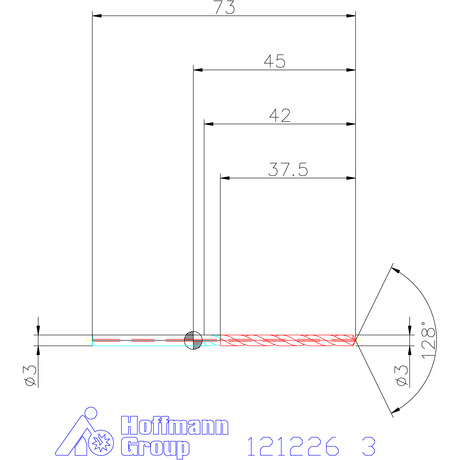
C <⌀ 3 mm filter ≤ 0,020 mm). Det angivne L/D-forhold svarer til den
mindst opnåelige boredybde med det pågældende mikrobor.
Spånnotlængde L
C = L
2 + 1,5 × D
C.