
{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
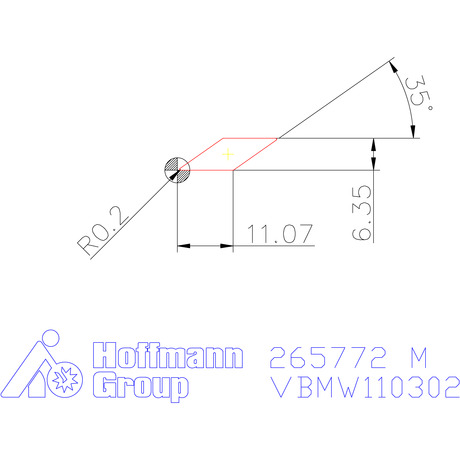
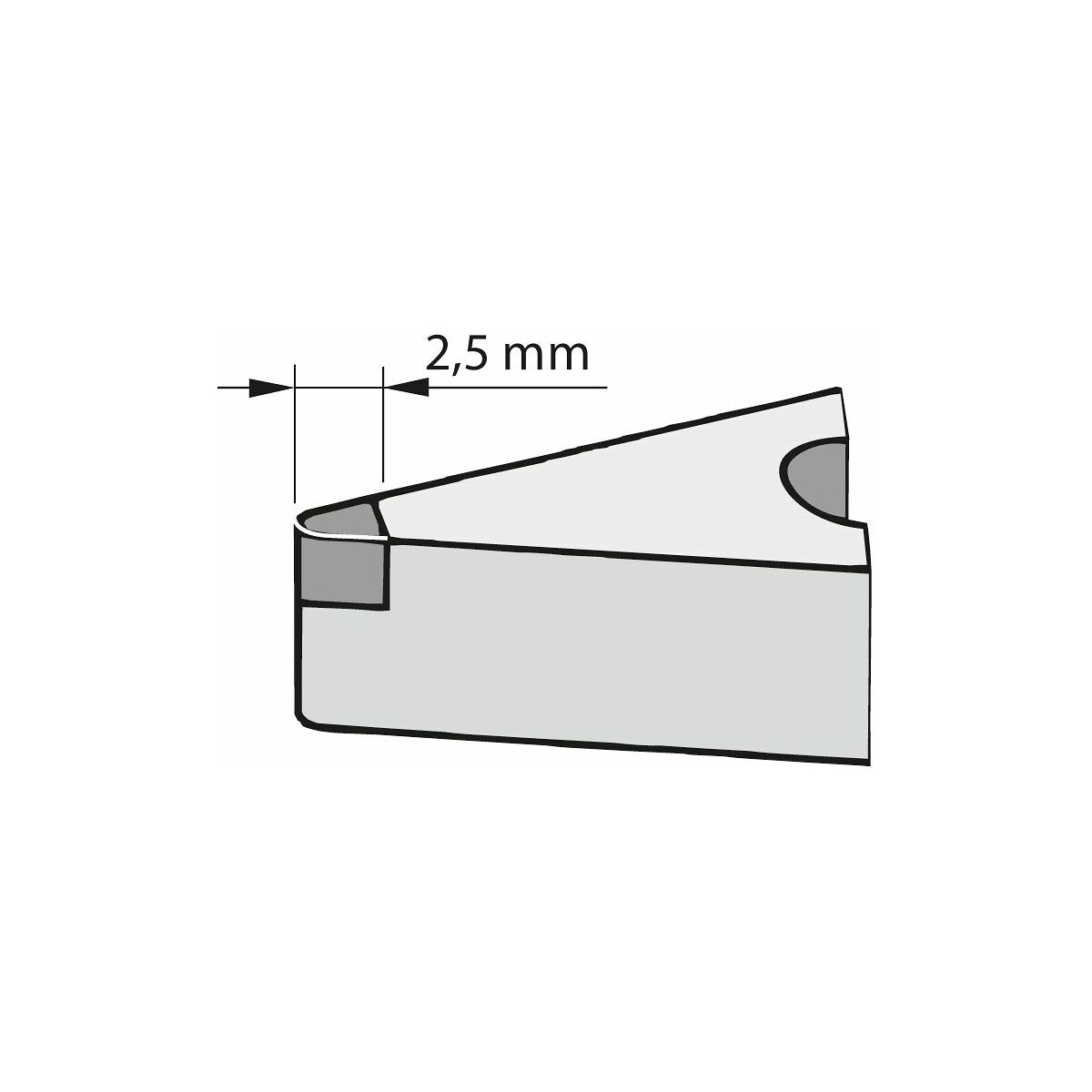
| Kod ISO wymiennej płytki skrawającej | VBMW 110302 | |
| promień naroża | 0,2 mm | |
| Gatunek | BUX220 | |
| Materiał ostrza | CBN | |
| Warunki skrawania | ciągły | |
| rodzaj krawędzi skrawającej | M | |
| głębokość skrawania ap | 0,1 mm - 0,5 mm | |
| posuw f | 0,1 mm/obr. - 0,2 mm/obr. | |
| prędkość skrawania vc zastosowanie główne | 80 m/min - 200 m/min | |
| liczba wymian/ostrzy | 1 | |
| przyporządkowanie do obróbki wykańczającej/zgrubnej | Obróbka wykańczająca | |
| Rodzaj produktu | Wymienna płytka skrawająca do toczenia |
| Numer artykułu | 265772 M | |
| EAN / GTIN | 4045197818133 | |
| Numer producenta | 265772 M |





Tego artykułu |
Zalecenia |
|||||
|---|---|---|---|---|---|---|

VBMW 110302, BUX220, rodzaj krawędzi skrawającej: M
na zamówienie
Dostawa w terminie późniejszym
0 sztuk w magazynie
121,31 PLN
plus podatek VAT w obowiązującej wysokości
Ceny plus koszty dostawy
|

na zamówienie
Dostawa w terminie późniejszym
0 sztuk w magazynie
121,31 PLN
plus podatek VAT w obowiązującej wysokości
Ceny plus koszty dostawy
|

na zamówienie
Dostawa w terminie późniejszym
0 sztuk w magazynie
121,31 PLN
plus podatek VAT w obowiązującej wysokości
Ceny plus koszty dostawy
|

na zamówienie
w magazynie
2 sztuk w magazynie
297,03 PLN
plus podatek VAT w obowiązującej wysokości
Ceny plus koszty dostawy
|

na zamówienie
Dostawa w terminie późniejszym
0 sztuk w magazynie
297,03 PLN
plus podatek VAT w obowiązującej wysokości
Ceny plus koszty dostawy
|

na zamówienie
Dostawa w terminie późniejszym
0 sztuk w magazynie
297,03 PLN
plus podatek VAT w obowiązującej wysokości
Ceny plus koszty dostawy
|
|
| Kod ISO wymiennej płytki skrawającej | VBMW 110302 | VCMW 110302 | VCMW 160402 | VCGW 110302 | VCGW 160402 | VBGW 110302 |
| przyporządkowanie do obróbki wykańczającej/zgrubnej | Obróbka wykańczająca | Obróbka wykańczająca | Obróbka wykańczająca | Obróbka zgrubna i wykańczająca | Obróbka zgrubna i wykańczająca | Obróbka zgrubna i wykańczająca |
| rodzaj krawędzi skrawającej | M | M | M | G | G | G |
| Warunki skrawania | ciągły | ciągły | ciągły | w znacznym stopniu nieciągły; ciągły; w niewielkim stopniu nieciągły | ciągły; w znacznym stopniu nieciągły; w niewielkim stopniu nieciągły | ciągły; w niewielkim stopniu nieciągły; w niewielkim stopniu nieciągły |
| głębokość skrawania ap | 0,1 mm - 0,5 mm | 0,1 mm - 0,25 mm | 0,1 mm - 0,25 mm | 0,03 mm - 0,12 mm | 0,03 mm - 0,12 mm | 0,03 mm - 0,12 mm |
| posuw f | 0,1 mm/obr. - 0,2 mm/obr. | 0,1 mm/obr. - 0,2 mm/obr. | 0,1 mm/obr. - 0,2 mm/obr. | 0,04 mm/obr. - 0,12 mm/obr. | 0,04 mm/obr. - 0,12 mm/obr. | 0,04 mm/obr. - 0,12 mm/obr. |
| prędkość skrawania vc zastosowanie główne | 80 m/min - 200 m/min | 80 m/min - 200 m/min | 80 m/min - 200 m/min | 120 m/min - 160 m/min | 120 m/min - 160 m/min | 120 m/min - 160 m/min |