












{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
| Series | HiPer-Drill | |
| Version | 12×D | |
| Shank | ISO 9766 | |
| Use for drilling | limited cross-drilling; limited drilling through a stack; limited drilling with oblique exit; limited oblique spot drilling | |
| Number of cutting edges Z | 2 | |
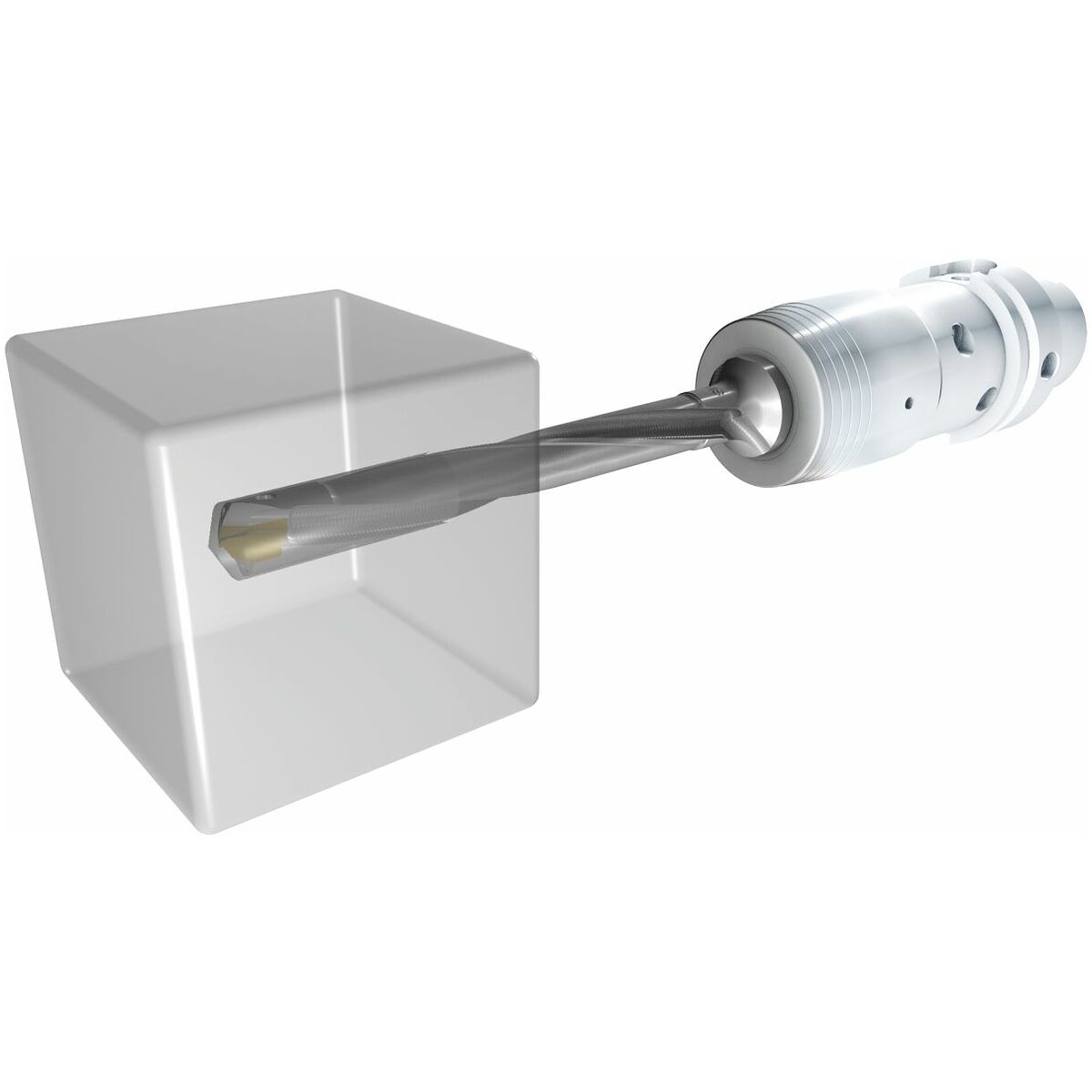
| Through-coolant | yes | |
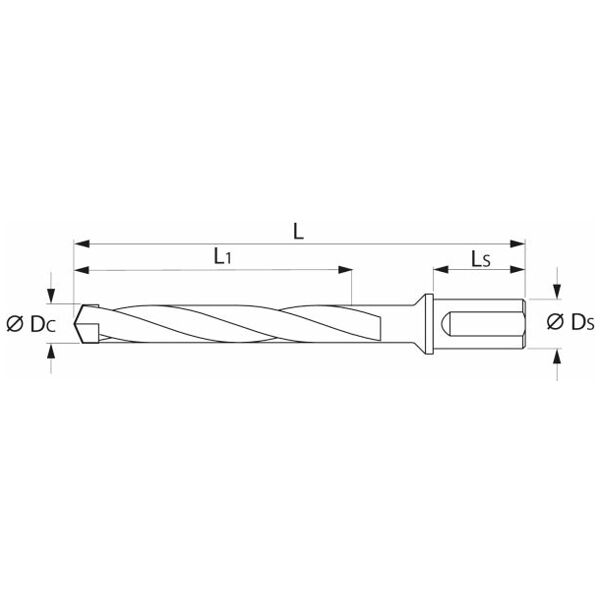
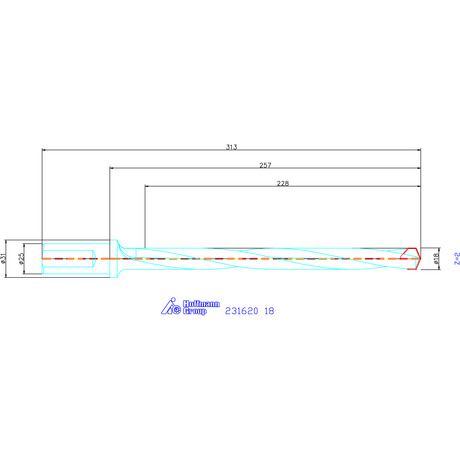
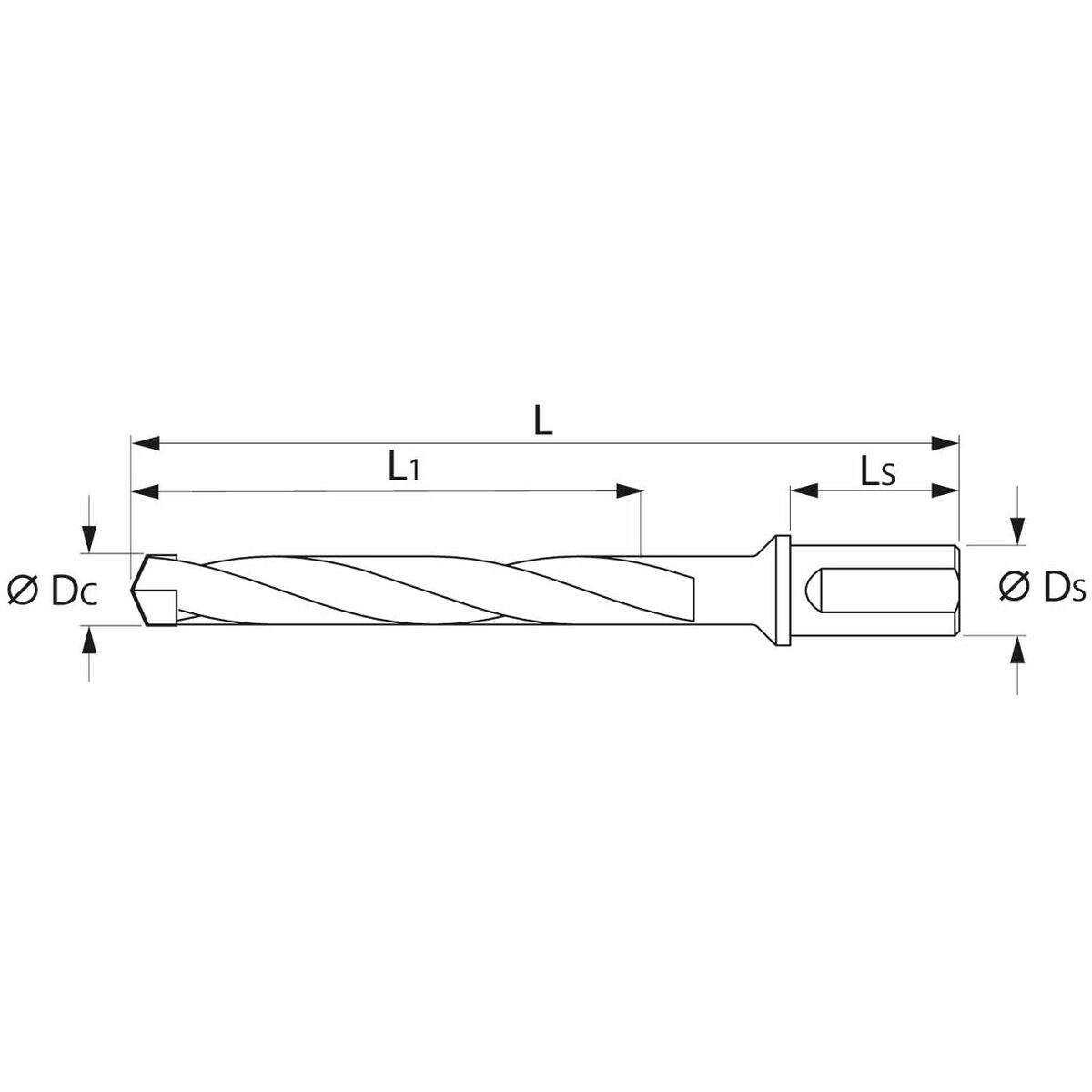
| Dia. range Dc | 18 mm - 18.99 mm | |
| Reach L1 | 228 mm | |
| Shank ⌀ Ds | 25 mm | |
| Shank length Ls | 56 mm | |
| Clamping screw | 231999 8IP1 (1.2 Nm) | |
| Overall length L | 313 mm | |
| Type of product | Indexable drill |
| Article number | 231620 18 | |
| EAN / GTIN | 4045197688705 | |
| Manufacturer number | 231620 18 |