{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:



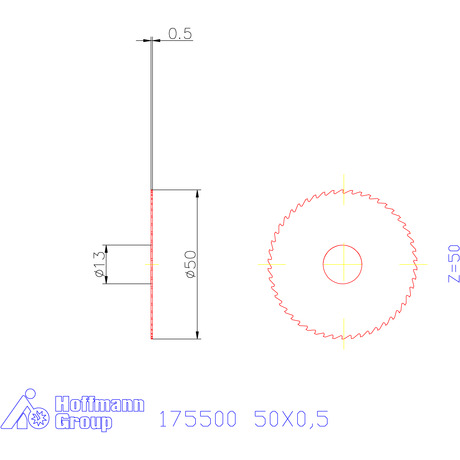


| ⌀ | 50 mm | |
| Thickness | 0.5 mm | |
| Coating | uncoated | |
| Tool material | HSS | |
| Standard | DIN 1838 | |
| Bore ⌀ | 13 mm | |
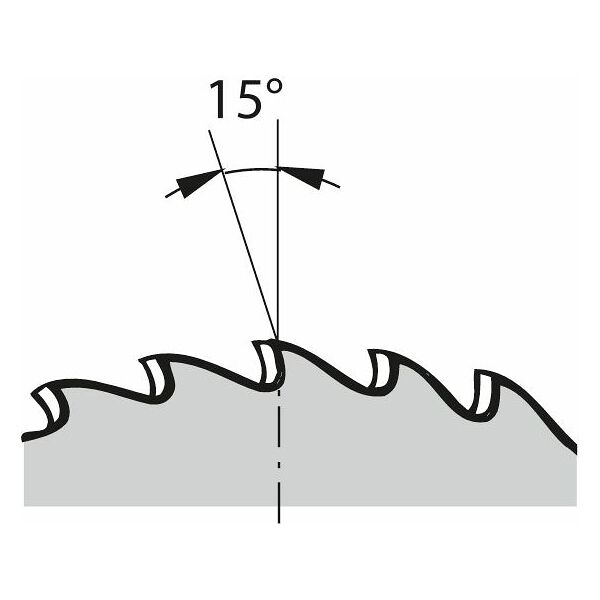
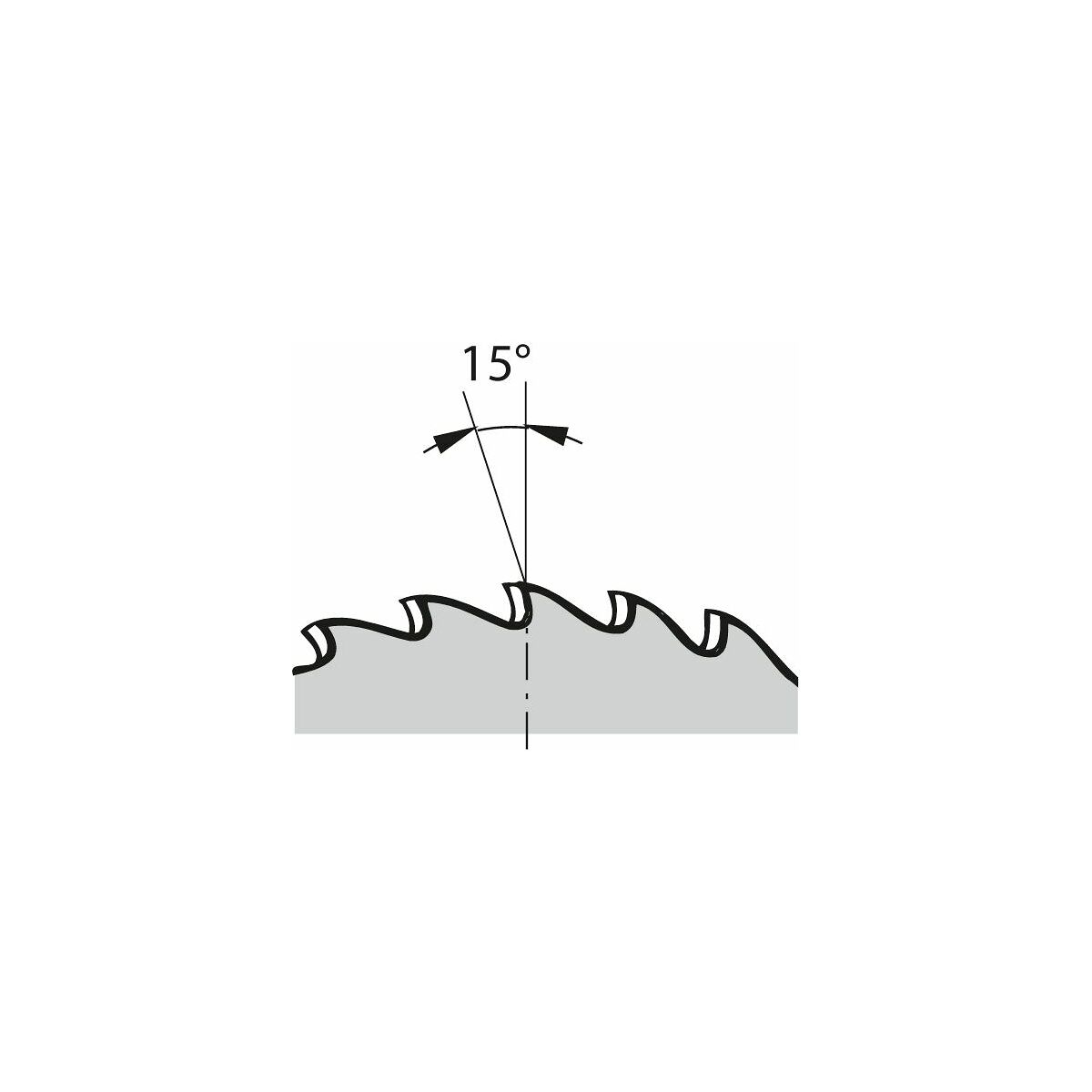
| No. of teeth Z | 50 | |
| maximum cutting depth | 12.75 mm | |
| Suitable for material | Metal | |
| Through-coolant | no | |
| Type of product | Circular saw blade |
| Article number |
175500 50X0,5
Copy |
|
| EAN / GTIN |
4045197243492
Copy |
|
| Manufacturer/responsible person | Re-Bo REBER GmbH Spezialfabrik für Metallkreissäge, Ellwanger Straße 97, 73441 BOPFINGEN, Germany, www.re-bo.com |













