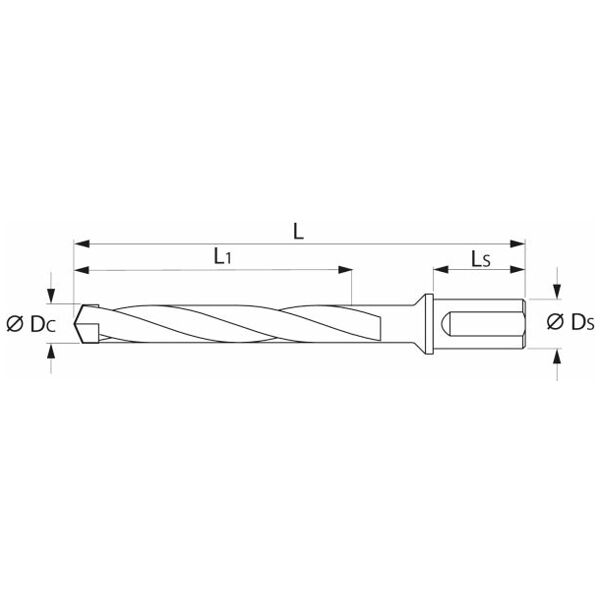
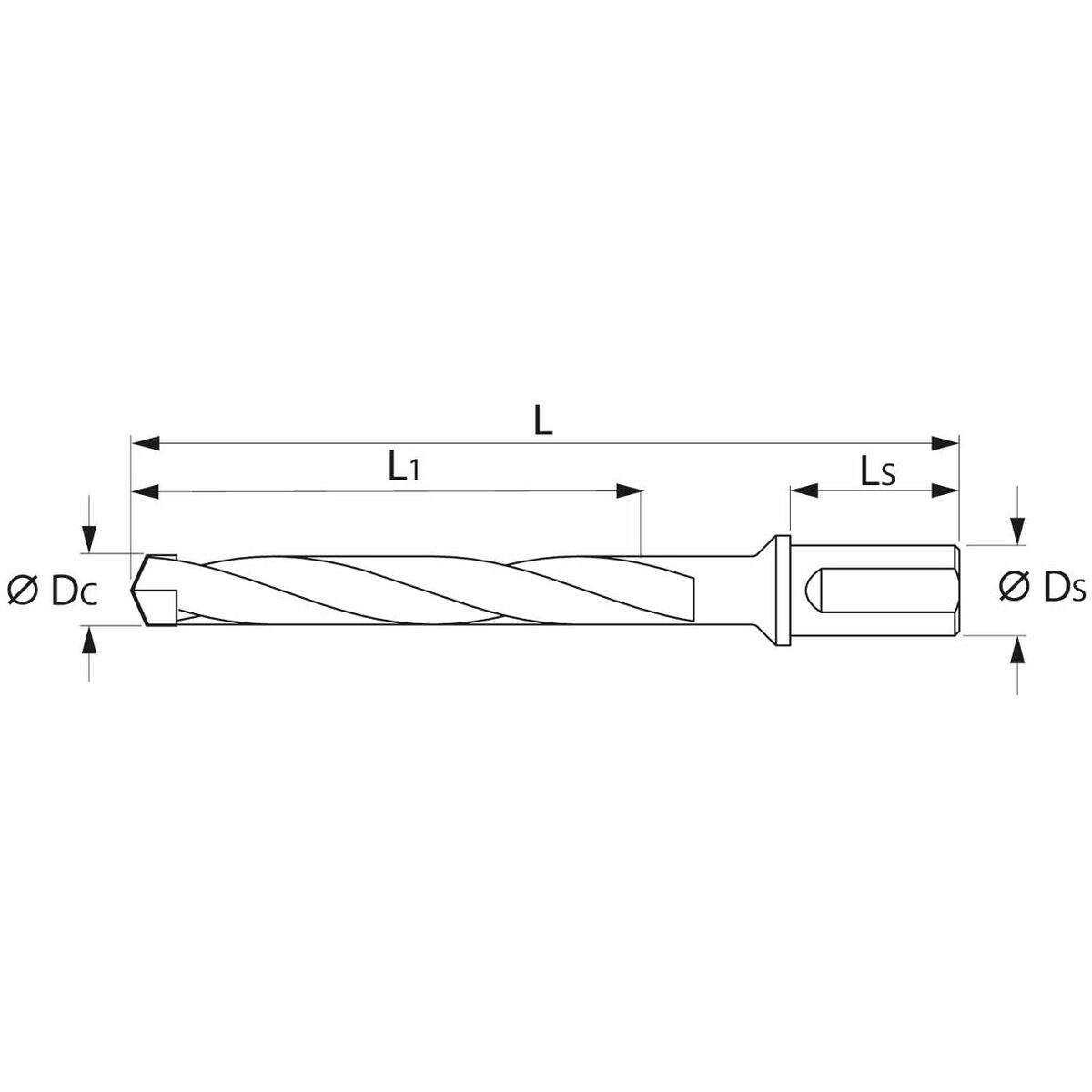
Ausführung:
- Höchste Vorschübe und maximale Performance durch optimal abgestimmte Geometrien und Werkstoffe.
- Exakte Positionierung des Schneideinsatzes durch prismatischen Plattensitz und sichere Spannung durch mittige Bohrung.
- Hohe Rundlaufgenauigkeit im montierten Zustand.
- Schaftabstützung für optimale Stabilität im Einsatz.
Spanräume poliert.
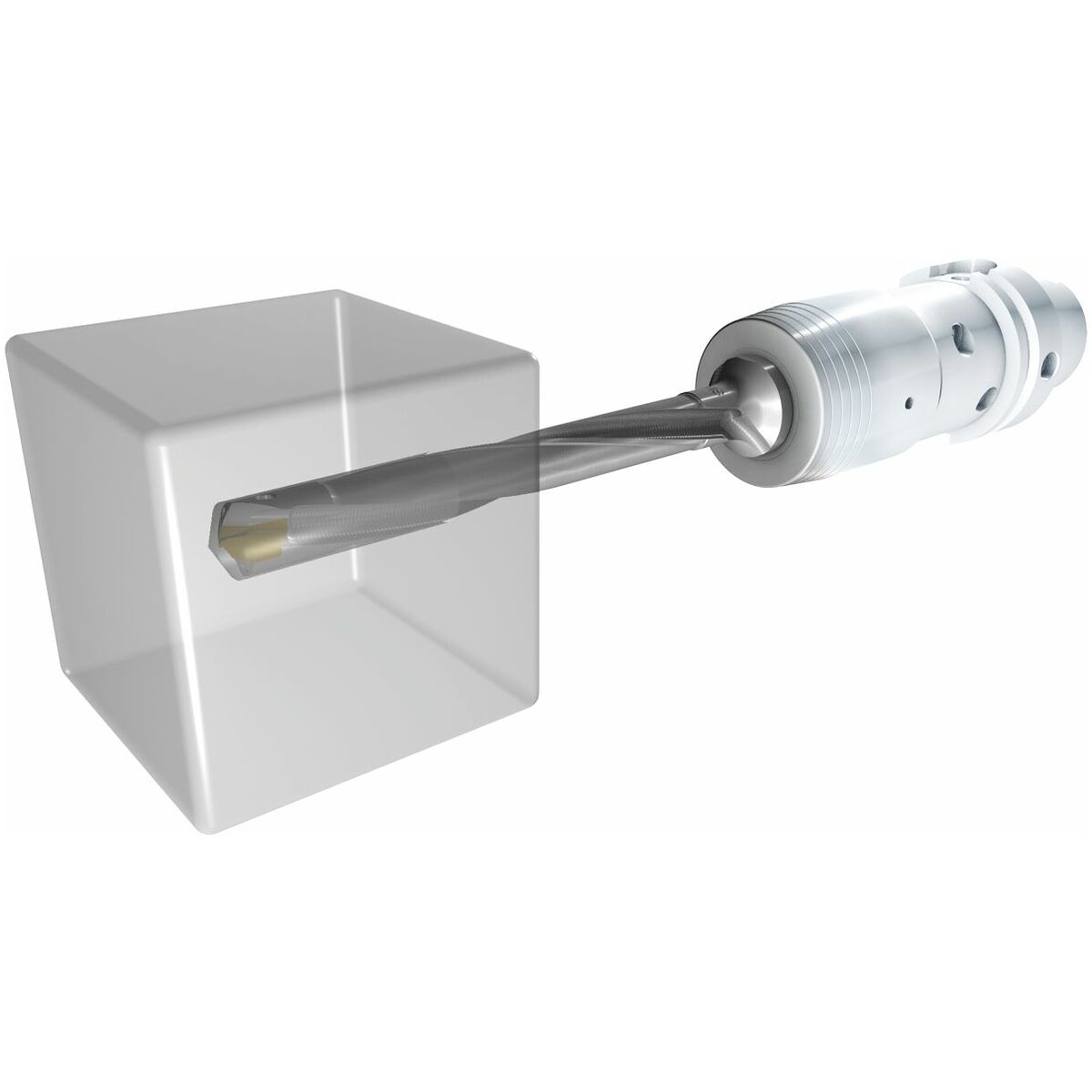
Verwendung:
Stehender und rotierender Einsatz. Für Bohrungen bis Genauigkeit IT9.
Hinweis:
Weitere Abmessungen bis ⌀ 50,99 mm auf Anfrage lieferbar.
Die Spannschraube ist mit jedem fünften Schneideinsatzwechsel zu erneuern.
Zum prozesssicheren Einsatz des Bohrers ist eine vorherige Pilotbohrung 1,5×D mit dem Bohrer
231600 mit gleicher Schneideinsatzgröße und -typ erforderlich.
Das Setzen einer Pilotbohrung erhöht die Prozesssicherheit.Für optimalen Rundlauf im Hydrodehnfutter (z.B. Nr.
302026 Gr. 20) spannen.
Bohrer für optimale Stabilität immer so kurz wie möglich spannen.
Vorschubwerte f um 10 % und v
c-Werte um 40 % reduzieren.
Zum prozesssicheren Einsatz des Bohrers ist eine vorherige Pilotbohrung 1,5×D mit dem Bohrer
231600 mit gleicher Schneideinsatzgröße und -typ erforderlich.
Das Setzen einer Pilotbohrung erhöht die Prozesssicherheit.Grundlegende Sicherheitshinweise:
Bestimmungsgemäße Verwendung- Für stehenden und rotierenden Einsatz.
- Für mittelgroße Bohrungen bis Genauigkeit IT9, rechtsschneidend.
- Ausschließlich mit KSS-Emulsion zur Innenkühlung verwenden.
- Vor Verwendung Pilotbohrung zur Erhöhung der Prozesssicherheit durchführen.
- Nur mit Schneideinsatz Nr. 231630 – 231690, Spannschraube Nr. 231999 verwenden.
- Spannschraube mit auf Bohrer eingraviertem Drehmoment festziehen.
- Für den industriellen Gebrauch.
- Nur in technisch einwandfreiem und betriebssicherem Zustand verwenden.