Exécution:
- La pression de serrage présente est directement lisible sur le corps de base via la représentation analogique ou numérique.
- La pointe tournante est soutenue par des ressorts à disque présentant une course d'env. 3,7 mm pour la partie analogique et de 2,6 mm/2,8 mm pour la partie numérique.
- Construction courte et stable avec axe; pointe tournante trempée à cœur et rectifiée.
- Très grande précision grâce au roulement à billes.
- Avec filetage et écrou d'extraction.
- Avec joint spécial contre les impuretés et le liquide de refroidissement, sans entretien grâce au graissage à vie.
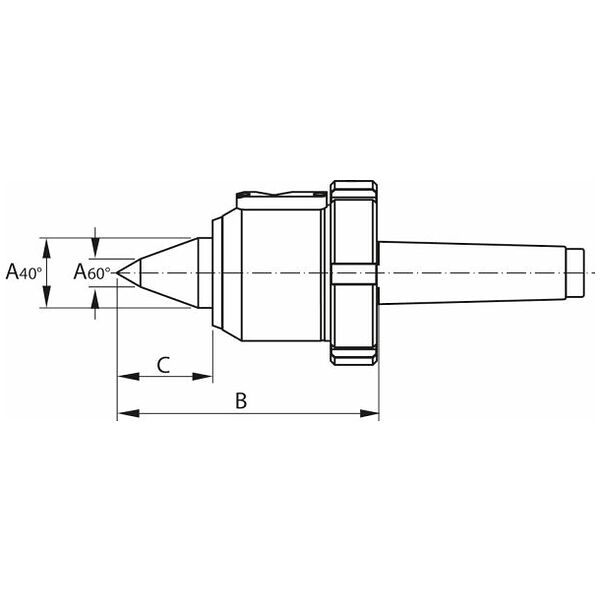
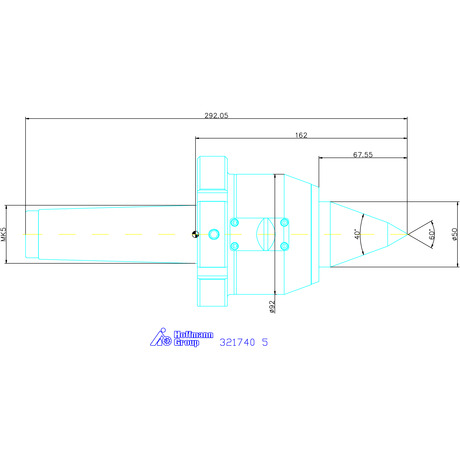
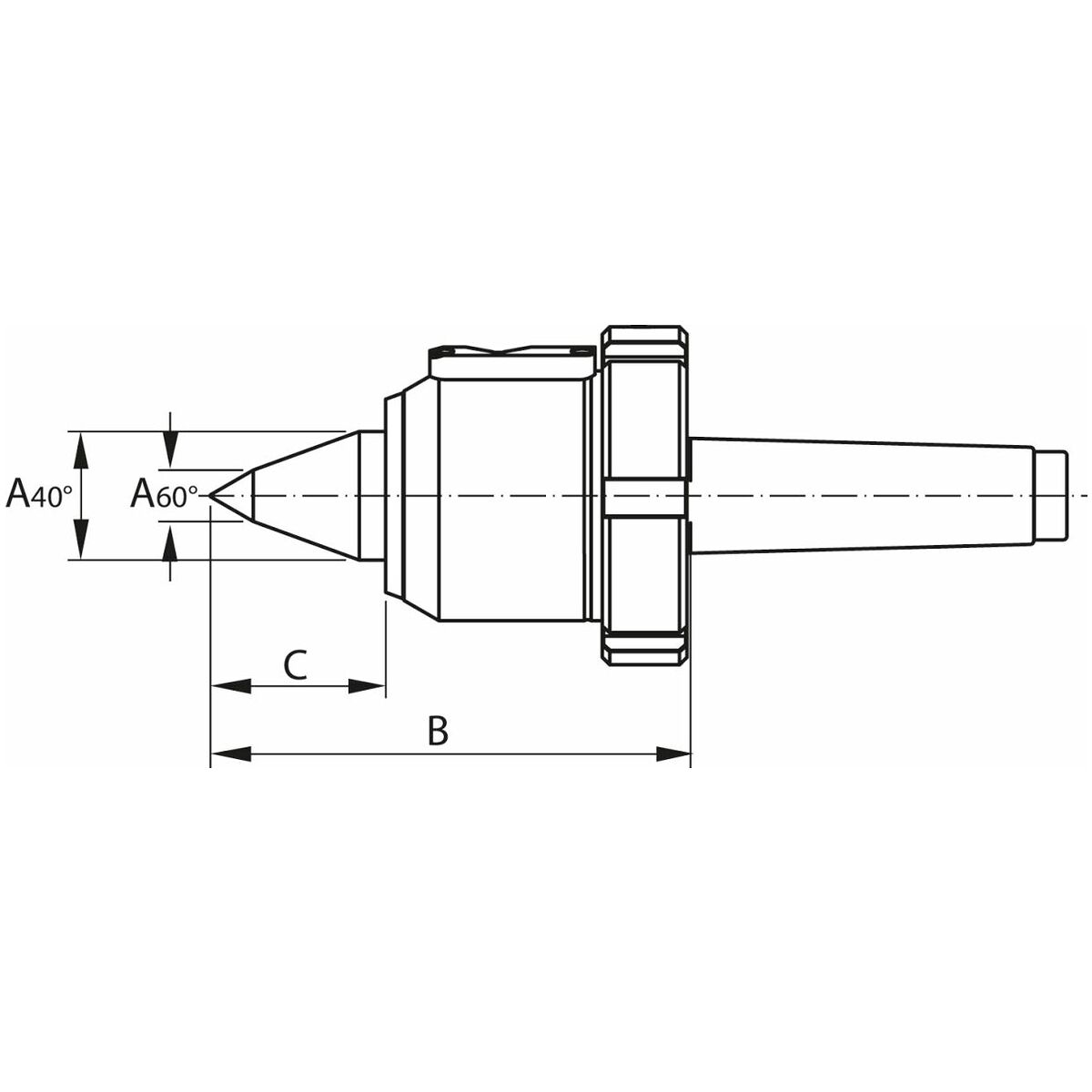
Avec pointe allongée, angle de pointe 60°/40°.
Description:
Sur les tours, les pointes de centrage servent principalement à soutenir les pièces longues et minces, étant donné qu’il existe un risque de fléchissement ou de renversement dû aux forces qui s’exercent sur ces pièces.
La pointe de centrage est fixée à l’aide d’un cône morse. La pièce est serrée dans le mandrin et un chanfreinage est réalisé à l’aide d’un foret à centrer. Après le serrage, la pointe de centrage est alors insérée.
Fonctionnement:
IP55: Protection contre les jets d'eau de toutes directions et protection contre les dépôts de poussières à l'intérieur (protection contre les poussières), ainsi que protection complète contre le contact.
Utilisation:
Partout où
la pression de serrage doit être maintenue dans des limites fixées, pour ne pas déformer la pièce à usiner ou la serrer avec une pression suffisante.
- Comme contre-pointe pour entraîneurs frontaux 327451 − 327541, les entraîneurs doivent être enfoncés dans la pièce à usiner.
- Pour les pièces à usiner qui se dilatent du fait de la chaleur élevée, générée par l’enlèvement de matière.
- Pour le serrage de pièces à usiner longues ou étroites pour empêcher le fléchissement.
- Pour le serrage de pièces à usiner lourdes dont la pression de serrage doit être contrôlée.