























{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
| Serie | Master Steel | |
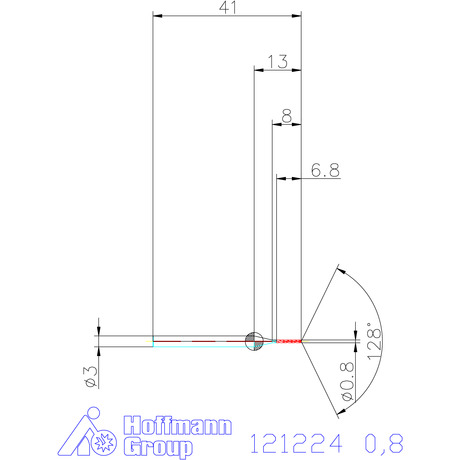
| Nenn-⌀ DC | 0,8 mm | |
| Beschichtung | AlCrN | |
| Schneidstoff | VHM | |
| Norm | Werksnorm | |
| Ausführung | 8×D | |
| Toleranz Nenn-⌀ | h6 | |
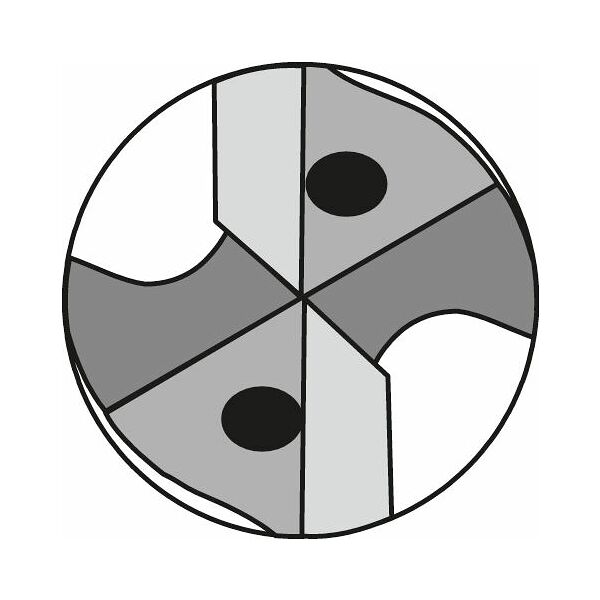
| Anzahl Schneiden Z | 2 | |
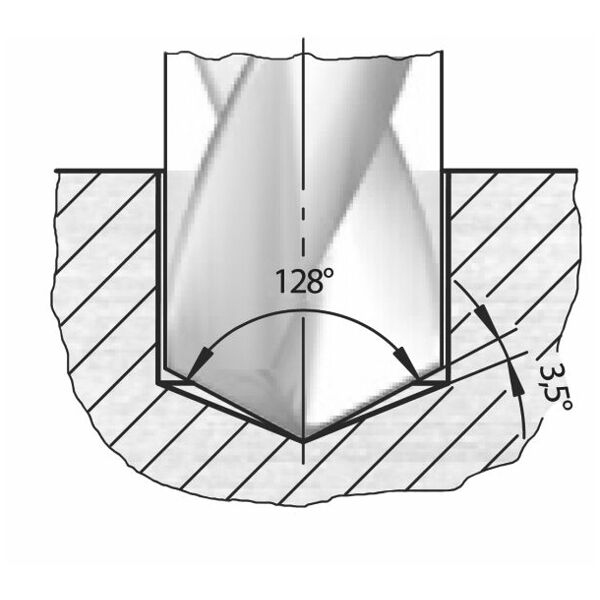
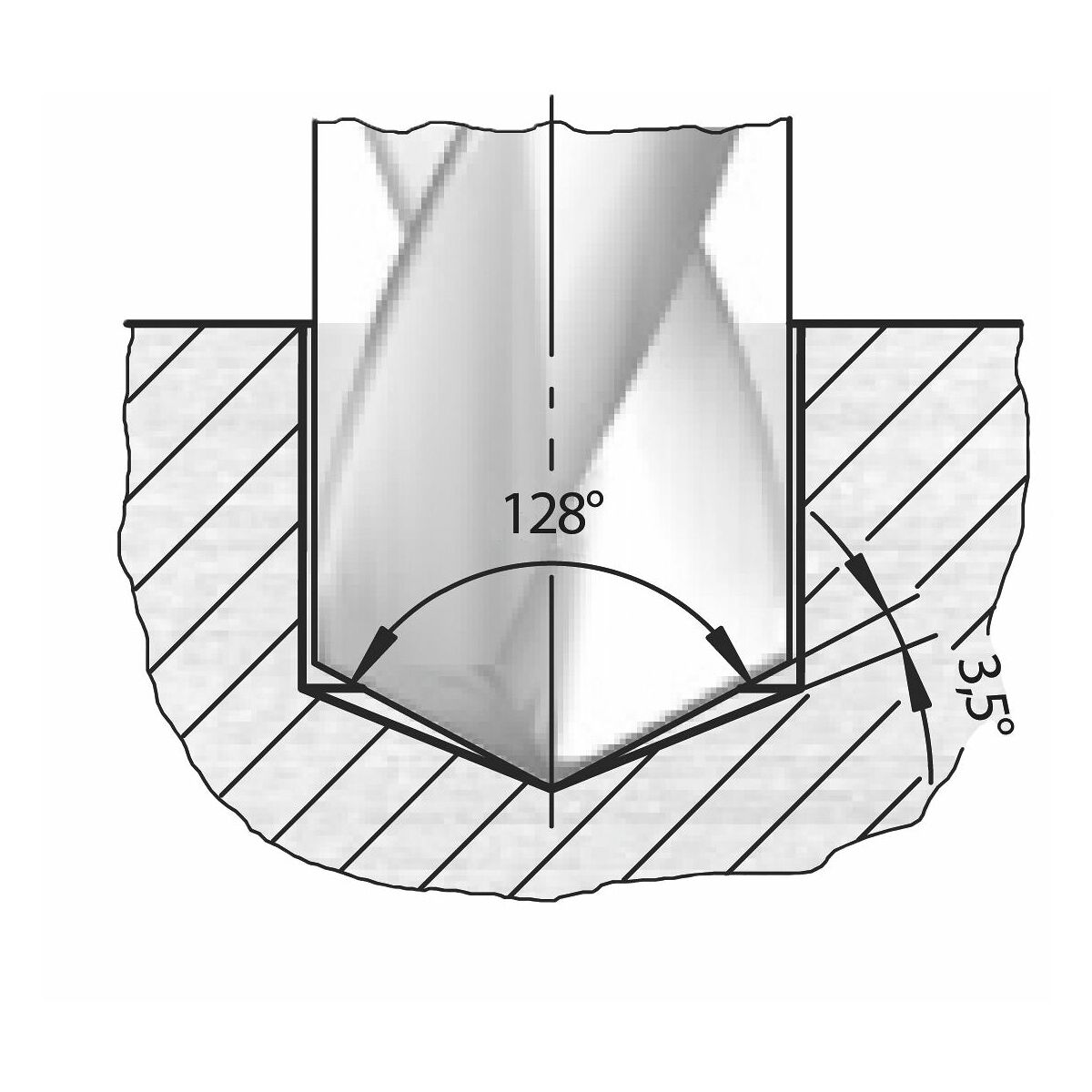
| Spitzenwinkel | 128 Grad | |
| empfohlene maximale Bohrtiefe L2 | 6,8 mm | |
| Schaft | DIN 6535 HA mit h6 | |
| Innenkühlung | ja, mit 40 bar | |
| Zerspanungsstrategie | HPC | |
| Pilotbohrer notwendig | ja, Pilotbohrer | |
| Semi-Standard | ja | |
| Spannutenlänge Lc | 8 mm | |
| Gesamtlänge L | 41 mm | |
| Schaft-⌀ Ds | 3 mm | |
| Vorschub f in Stahl < 1100 N/mm2 | 0,028 mm/U | |
| Vorschub f in INOX < 900 N/mm2 | 0,015 mm/U | |
| Farbring | grün | |
| Produktart | Spiralbohrer |
| Artikelnummer |
121224 0,8
Kopieren |
|
| EAN / GTIN |
4062406578237
Kopieren |
|
| Herstellernummer |
121224 0,8
Kopieren |
|
| Hersteller/verantwortliche Person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













