



















{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
| Series | Master INOX | |
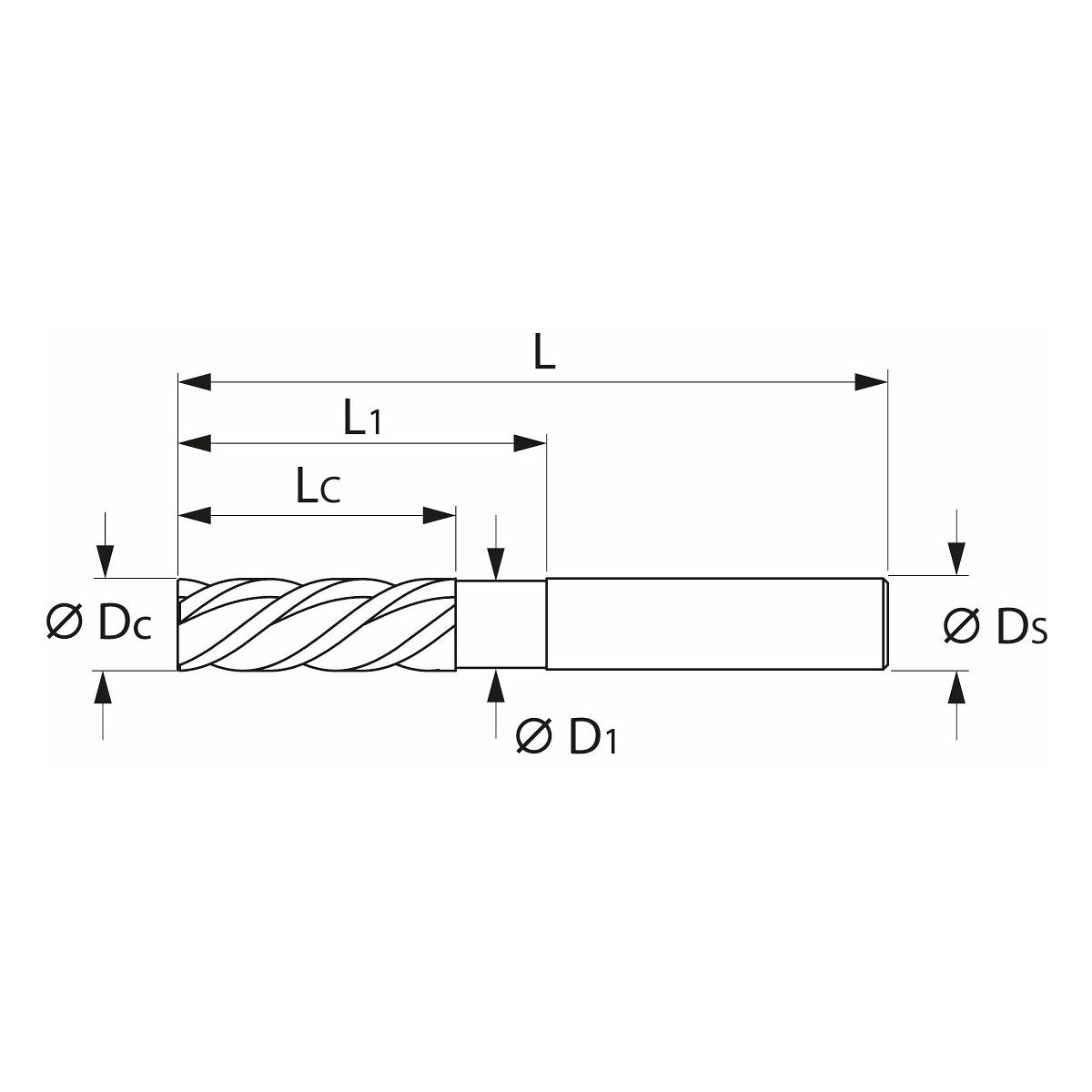
| Cutting edge ⌀ DC | 6 mm | |
| Coating | TiAlN | |
| Tool material | Solid carbide | |
| Standard | Manufacturer’s standard | |
| Milling profile | NF | |
| Tolerance nominal ⌀ | d11 | |
| No. of teeth Z | 4 | |
| Helix angle | 40 degrees | |
| Direction of infeed | horizontal, oblique and vertical | |
| Cutting width ae for milling operation | 0.05×D | |
| Shank | DIN 6535 HB to h6 | |
| Through-coolant | no | |
| Machining strategy | HPC | |
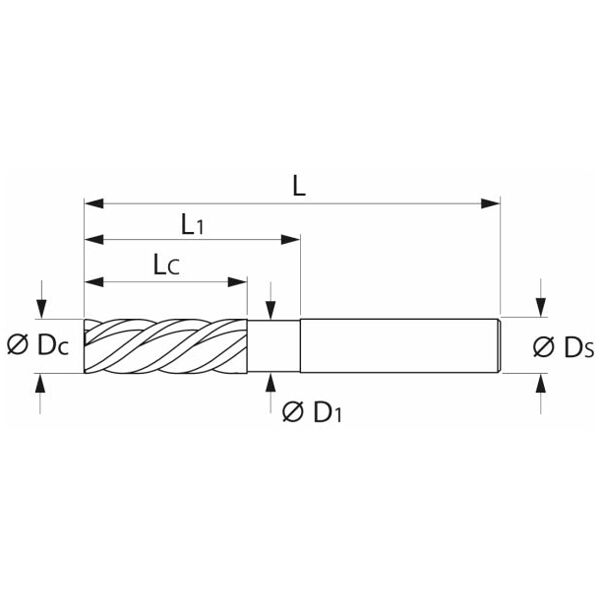
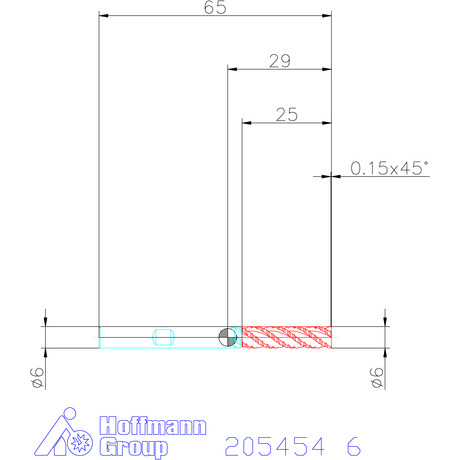
| Flute length Lc | 25 mm | |
| Overhang length L1 incl. recess | 32 mm | |
| Recess ⌀ D1 | 5.6 mm | |
| Overall length L | 66 mm | |
| Shank ⌀ Ds | 6 mm | |
| Corner chamfer width at 45° | 0.15 mm | |
| Corner chamfer angle | 45 degrees | |
| Average chip thickness hmax for TPC milling in INOX < 900 N/mm2 | 0.029 mm | |
| Colour ring | blue | |
| Type of product | End / face mill |
| Article number | 205454 6 | |
| EAN / GTIN | 4062406380670 | |
| Manufacturer number | 205454 6 |










