






{{ name }}
Št. art. {{ combinedCodeWithHighlight }}
Koda izdelka:
EAN/GTIN:
Številka proizvajalca:
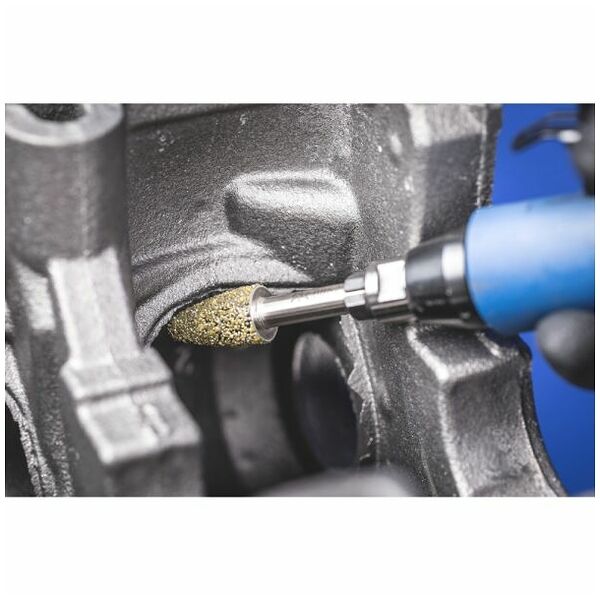
| Vrsta izdelka | Brusni čep |
| Številka izdelka | 4007220157572 | |
| EAN/GTIN | 4007220157572 | |
| Številka proizvajalca | 36476073 | |
| L-število | L51070 382 |