Opis:
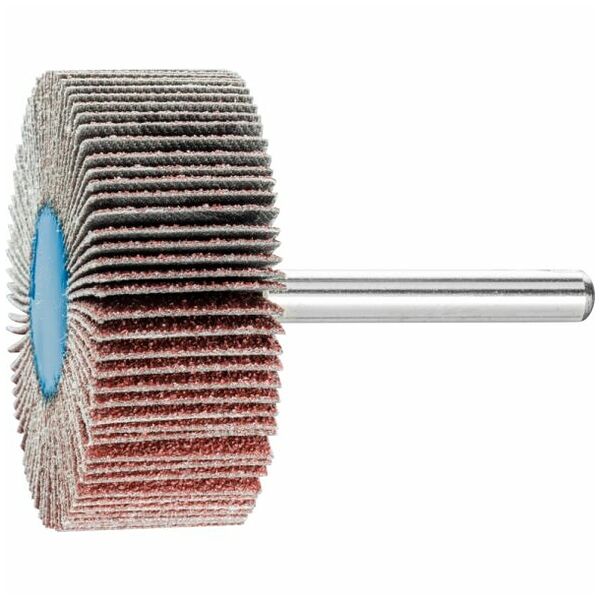
Pri žepnih brusilnikih so letve brusno sredstvo radialno razporejene okoli osi orodja na nosilcu. Zaradi svoje fleksibilnosti se idealno prilagajajo konturam obdelovanca. Abrazivno zrnje je vgrajeno v sintetično smolo vez na natezno odpornem, gibkem nosilcu tkanine. pahljačasti brus so navedeni v ISO 3919 pod oznako ″lamela brusilni zatiči″. Za univerzalni uporaba od grobega do finega brušenja.
Lastnosti:
- VRT/MIN, največ: 15200 vrt./min
- VRT/MIN, možnost: 7000 vrt./min
- Metrična širina: 20 mm
- Brusno sredstvo: Korund A..
- Ø Zunanja metrika: 50 mm
- Ø Metrična gred: 6 mm
- Velikost zrnja: 60
- Dolžina, gred: 40 mm
Prednosti:
- Optimalna prilagoditev konture zaradi visoke prilagodljivosti.
- Dosledno visoko odstranjevanje materiala po celotnem življenjska doba, saj se nenehno sprošča nov, agresiven brusno sredstvo.
- uporaba na sprednji strani zelo blizu robov in kotov je mogoče zaradi ravne konstrukcije jedra litja.
Uporaba:
- Priporočila za uporabo: Zmanjšanje kontaktnega tlaka in periferne hitrosti ter dodajanje brusna olja zmanjšajo obrabo orodja in temperaturno obremenitev obdelovanca. Povečanje hitrosti odstranjevanja je treba doseči z grobim granulatom in ne s povečanjem kontaktnega tlaka, da se prepreči nepotrebna obraba orodja in temperaturna obremenitev obdelovanca. Povečanje rezalna hitrost povzroči nekoliko bolj fino površino. Povečanje kontaktnega tlaka naredi površino nekoliko bolj grobo. Mehkejši kot je material, ki ga je treba obdelati, bolj groba je površina (če se uporabljajo enake velikosti zrn). Za najboljše delovanje uporabite pri priporočeni rezalna hitrost 15–20 m/s. Dosežen je idealen kompromis med zmogljivostjo odstranjevanja, kakovostjo površine, temperaturo obdelovanca in obrabo orodja. Uporabite brusna olja, primeren za material, da znatno povečate življenjska doba in brusilne zmogljivosti orodij.
- Opravila obdelave: Posnemanje robov; postopno fino mletje; izenačevanje; strukturiranje (glajenje, glajenje in nasičenje); Površinska obdelava; strojna obdelava zvarov
- Vrste pogona: Pogon gredi za upogibanje; premi brusilnik
Material:
- Materiali, ki jih je mogoče obdelati:
- Aluminij
- Temprana litina
- Medenina
- Jeklena litina
- Baker
- Siva/nodularna litina (GG/GJL, GGGG/GJS)
- Kaljena, kaljena jekla nad 1 200 N/mm² (< 38 HRC)
- Plemenito jeklo (INOX)
- Jekleni materiali s trdoto > 54 HRC
- Jekla do 1 200 N/mm² (< 38 HRC)
Opomba:
- Iz varnostnih razlogov največje dovoljene vrednosti število vrtljajev nikoli ne sme biti presežena.
- Če je presežen predpisani optimalni število vrtljajev, je treba kontaktni tlak znatno zmanjšati.
- Varnost je zagotovljena samo, če je dolžina vpenjanja najmanj 15 mm in pri dolžini odprte gredi navedena največja vrednost število vrtljajev ni presežena.