

{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
| Thread size | G1/16 | |
| Coating | TiAlN | |
| Thread type | G; BSP | |
| Flank angle | 55 degrees | |
| Tool material | Solid carbide | |
| Shank | DIN 6535 HA with h6 | |
| Number of cutting edges Z | 4 | |
| Through-coolant | yes | |
| Application for type of drilling | up to 2×D for blind holes; up to 2×D for through holes | |
| Countersink angle | 90 degrees | |
| Cutting direction | left-hand | |
| Thread pitch | 0.91 mm | |
| Threads per inch | 28 | |
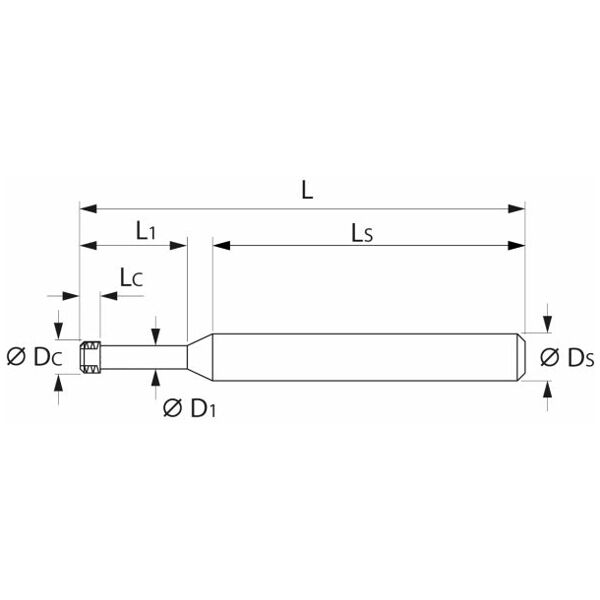
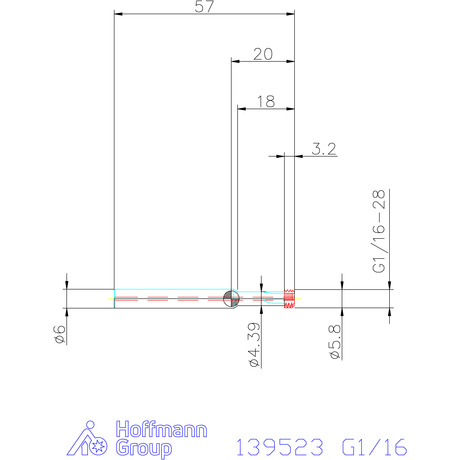
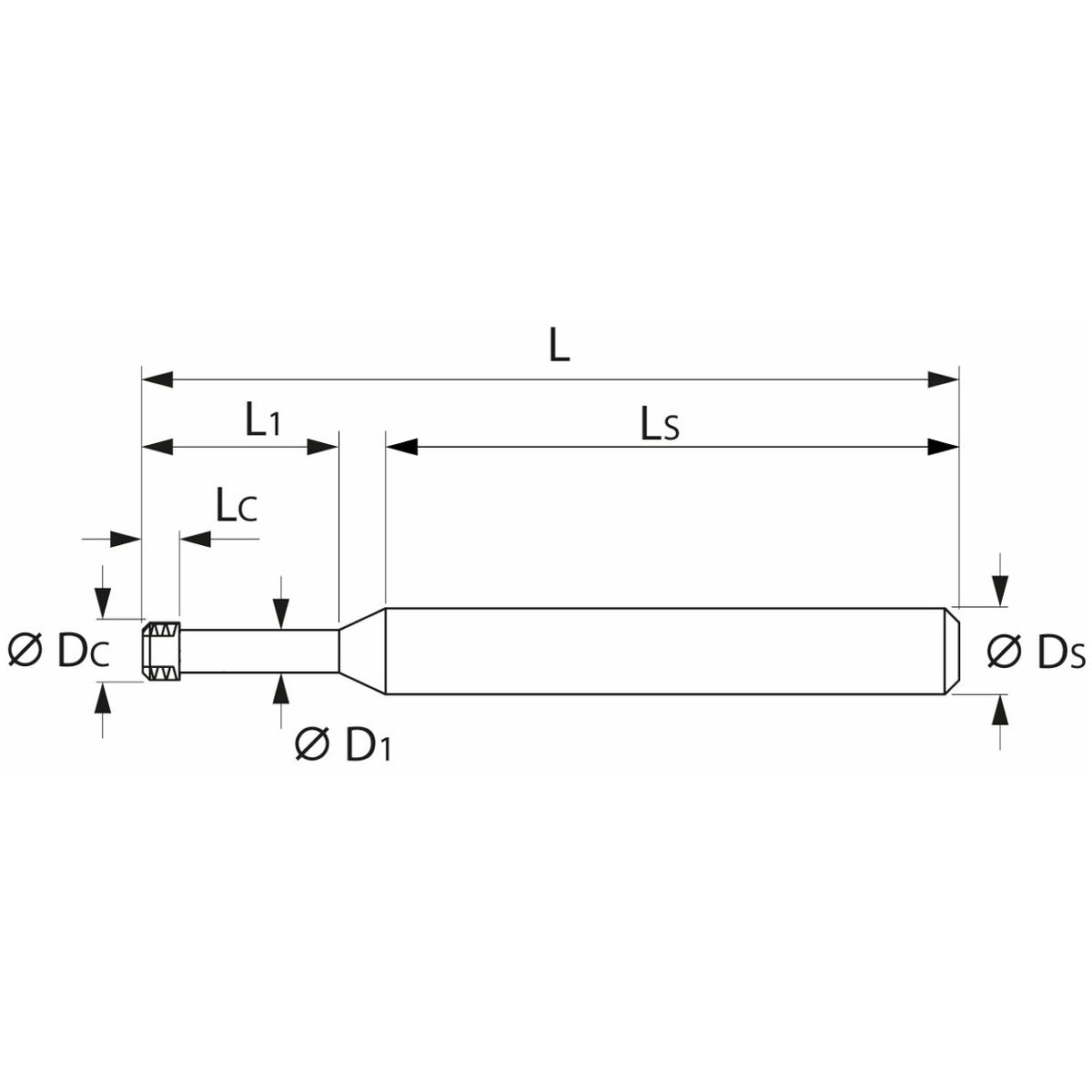
| Cutting edge ⌀ DC | 5.8 mm | |
| Cutter length lc | 3.2 mm | |
| Overhang L1 | 18 mm | |
| Shank length Ls | 37.8 mm | |
| Overall length L | 57 mm | |
| Shank ⌀ Ds | 6 mm | |
| Neck ⌀ D1 | 4.39 mm | |
| Programming radius | 2.9 mm | |
| Feed f z in steel < 65 HRC | 0.01 mm | |
| Thread profile | Full profile | |
| Shank tolerance | h6 | |
| Number of clamping slots | 4 | |
| Internal/external application | Internal | |
| Thread depth | 18 | |
| Type of product | Combination drill / thread mill |
| Article number | 139523 G1/16 | |
| EAN / GTIN | 4062406653729 | |
| Manufacturer number | 139523 G1/16 | |
| Manufacturer | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Germany, www.hoffmann-group.com |









