

















{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:



| Series | Master Steel | |
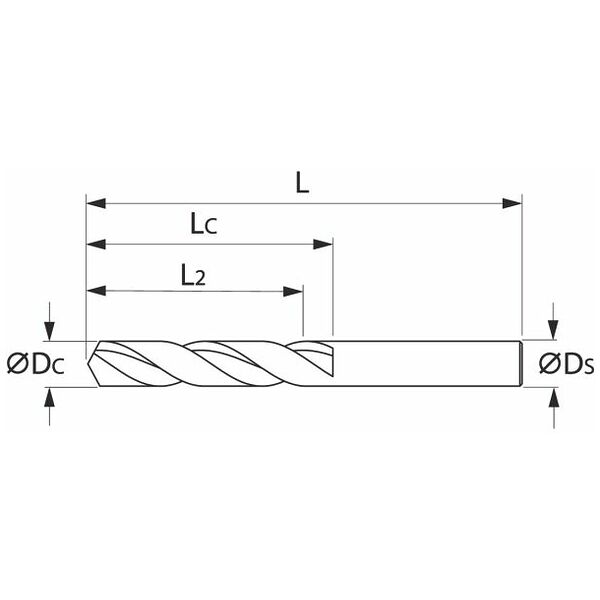
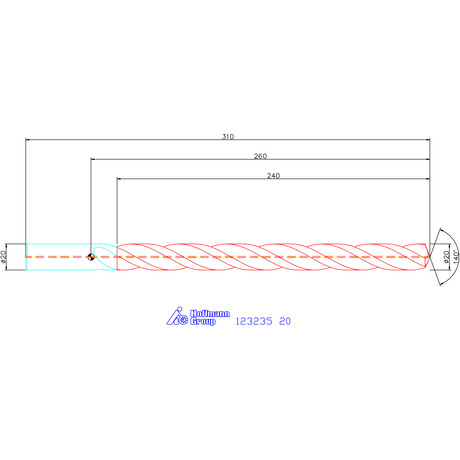
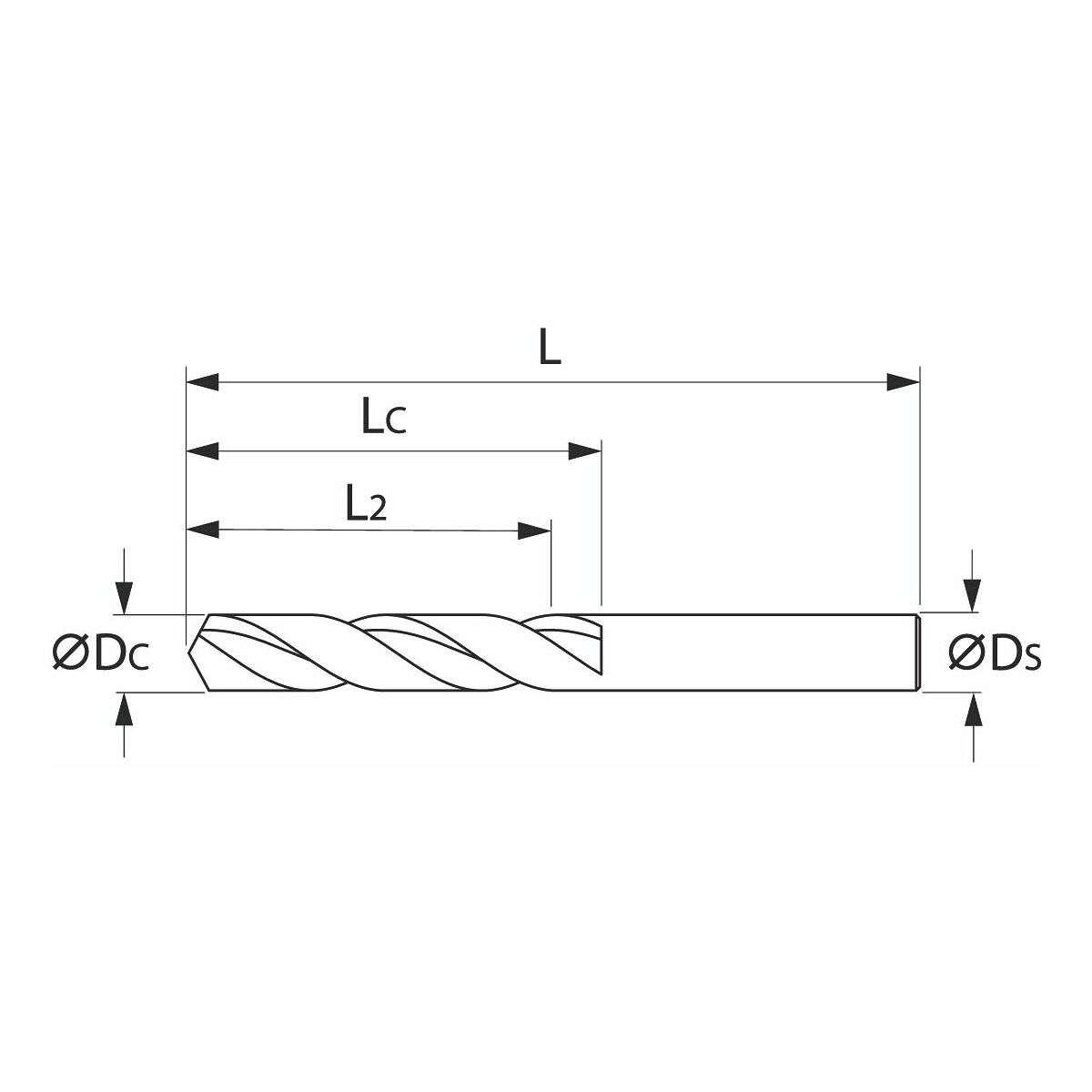
| Nominal ⌀ DC | 20 mm | |
| Coating | TiAlN | |
| Tool material | Solid carbide | |
| Standard | Manufacturer’s standard | |
| Version | 12×D | |
| Tolerance nominal ⌀ | h7 | |
| Number of cutting edges Z | 3 | |
| Point angle | 140 degrees | |
| recommended maximum drilling depth L2 | 228 mm | |
| Shank | DIN 6535 HA to h6 | |
| Through-coolant | yes, to 25 bar | |
| Machining strategy | HPC | |
| Semi-Standard | yes | |
| Flute length Lc | 258 mm | |
| Overall length L | 310 mm | |
| Shank ⌀ Ds | 20 mm | |
| Feed f in steel < 1100 N/mm2 | 0.69 mm/rev. | |
| Colour ring | green | |
| Type of product | Jobber drill |
| Article number |
123235 20
Copy |
|
| EAN / GTIN |
4045197841339
Copy |
|
| Manufacturer number |
123235 20
Copy |
|
| Manufacturer | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Germany, www.hoffmann-group.com |













