Descriere:
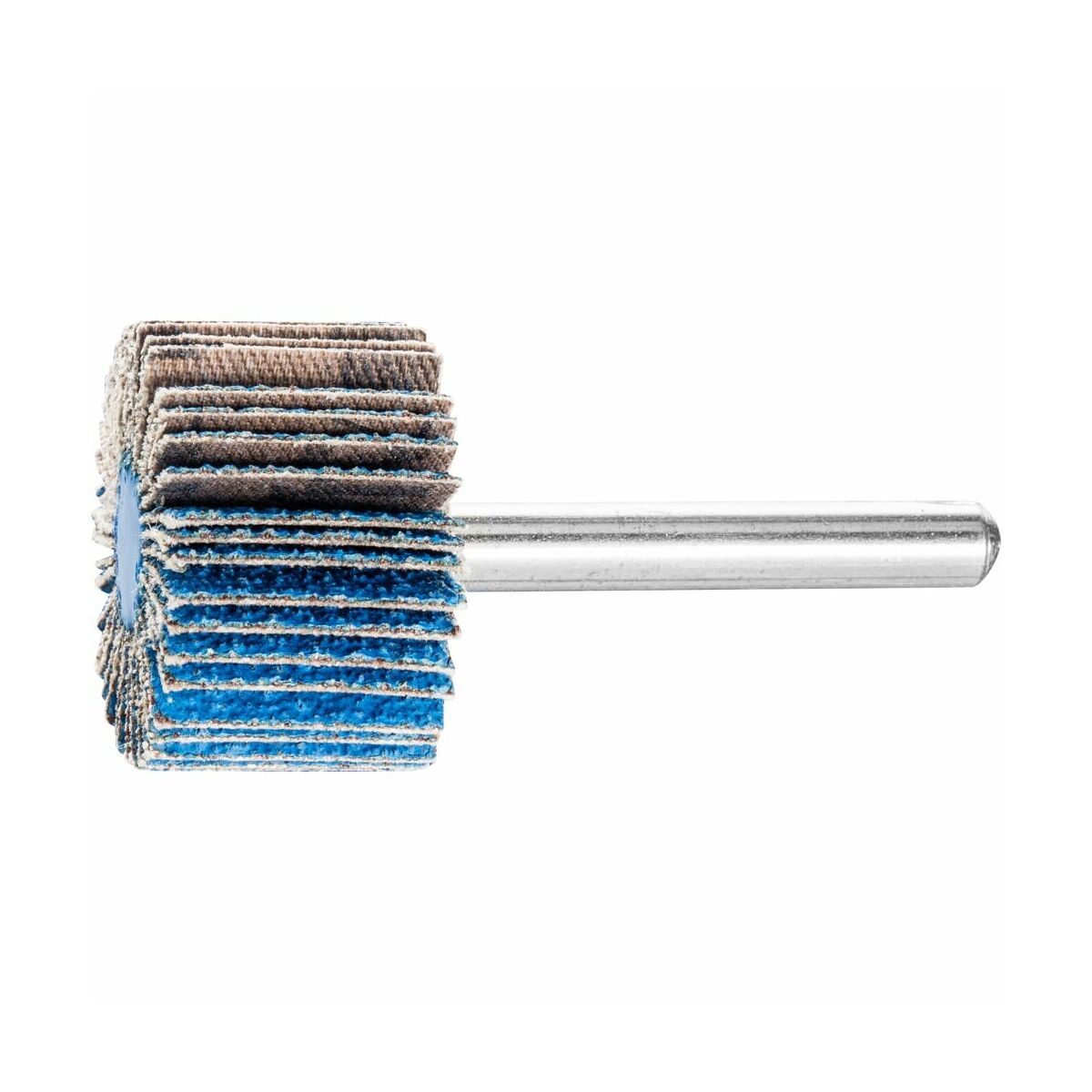
În cazul râșnițelor de buzunar, șipcile material abraziv sunt dispuse radial în jurul axei sculei pe suport. Datorită flexibilității lor, se adaptează în mod ideal la contururile piesei de prelucrat. Granulele abrazive sunt încorporate într-o legătură de rășină sintetică pe suportul flexibil, rezistent la tracțiune. şlefuitor în evantai sunt enumerate în ISO 3919 sub denumirea de „Pinuri de slefuire lamella”. Pentru lucrări de măcinare grosieră cu performanțe ridicate de tăiere și măcinare la rece. aditivii activ pentru șlefuire din stratul de acoperire ating o rată de îndepărtare semnificativ mai mare, previn înfundarea și provoacă o măcinare mai rece.
Caracteristică:
- RPM, max.: 25400 rpm
- RPM, opțiune: 12000 rpm
- Metrică lățime: 20 mm
- Material abraziv: Oxid de zirconiu Z-COOL
- Ø măsurare exterioară: 30 mm
- Ø arbore metric: 6 mm
- Dimensiune boabe: 60
- Lungime, arbore: 40 mm
Avantaj:
- Reglare optimă a conturului datorită flexibilității ridicate.
- Îndepărtarea constantă a materialului pe întreaga durată de viață, deoarece material abraziv nou, agresiv este eliberat în mod constant.
- utilizare pe partea din față foarte aproape de margini și unghiuri posibile datorită construcției cu miez de turnare plat.
Aplicaţie:
- Recomandări de aplicare: Reducerea presiunii de contact și a vitezei periferice, precum și adăugarea de ulei pentru șlefuire reduc uzura sculei și sarcina de temperatură a piesei de prelucrat. O creștere a ratei de îndepărtare trebuie obținută printr-o granulație mai grosieră, mai degrabă decât prin creșterea presiunii de contact, pentru a preveni uzura inutilă a sculei și o sarcină de temperatură pe piesa de prelucrat. Creșterea vitezei de tăiere are ca rezultat o suprafață puțin mai fină. Creșterea presiunii de contact face suprafața ușor mai grosieră. Cu cât este mai moale materialul care urmează să fie prelucrat, cu atât suprafața este mai groasă (dacă sunt utilizate aceleași dimensiuni de boabe). Pentru cea mai bună performanță, utilizați la o viteză de tăiere recomandată de 15–20 m/s.. Se obține un compromis ideal între performanța de demontare, calitatea suprafeței, temperatura piesei de prelucrat și uzura sculei. Utilizați ulei pentru șlefuire potrivit pentru material pentru a crește semnificativ durata de viață a sculei și performanța de măcinare.
- Sarcini de procesare: Debavurare; măcinare fină treptată; egalizare; structurare (înghețare, glazurare și satinare); Prelucrarea suprafețelor; prelucrarea sudurii
- Tipuri de transmisie: Transmisie arbore de îndoire; polizor drept
Material:
- Materiale care pot fi prelucrate:
- Fontă maleabilă
- Alamă
- Bronz
- Oţel turnat
- Aliaje pe bază de cobalt
- Cupru
- Fontă cenușie/nodulară (GG/GJL, GGG/GJS)
- Oțeluri călite, călite peste 1.200 N/mm² (< 38 HRC)
- Oţel superior (INOX)
- Materiale din oțel cu o duritate > 54 HRC
- Oțeluri până la 1.200 N/mm² (< 38 HRC)
- Titan
Notă:
- Din motive de siguranță, viteza maximă permisă specificată nu trebuie niciodată depășită.
- Presiunea de contact trebuie redusă semnificativ dacă viteza optimă specificată este depășită.
- Siguranța este garantată numai dacă lungimea de strângere este de cel puțin 15 mm și viteza maximă specificată nu este depășită cu lungimi deschise ale arborelui.