Descrição:
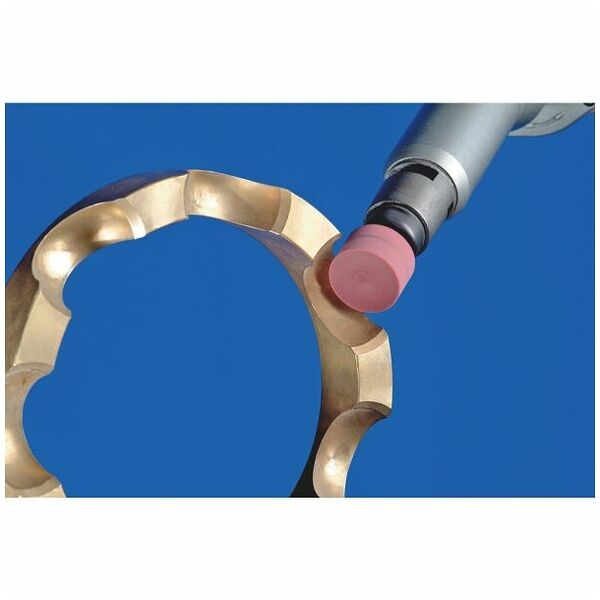
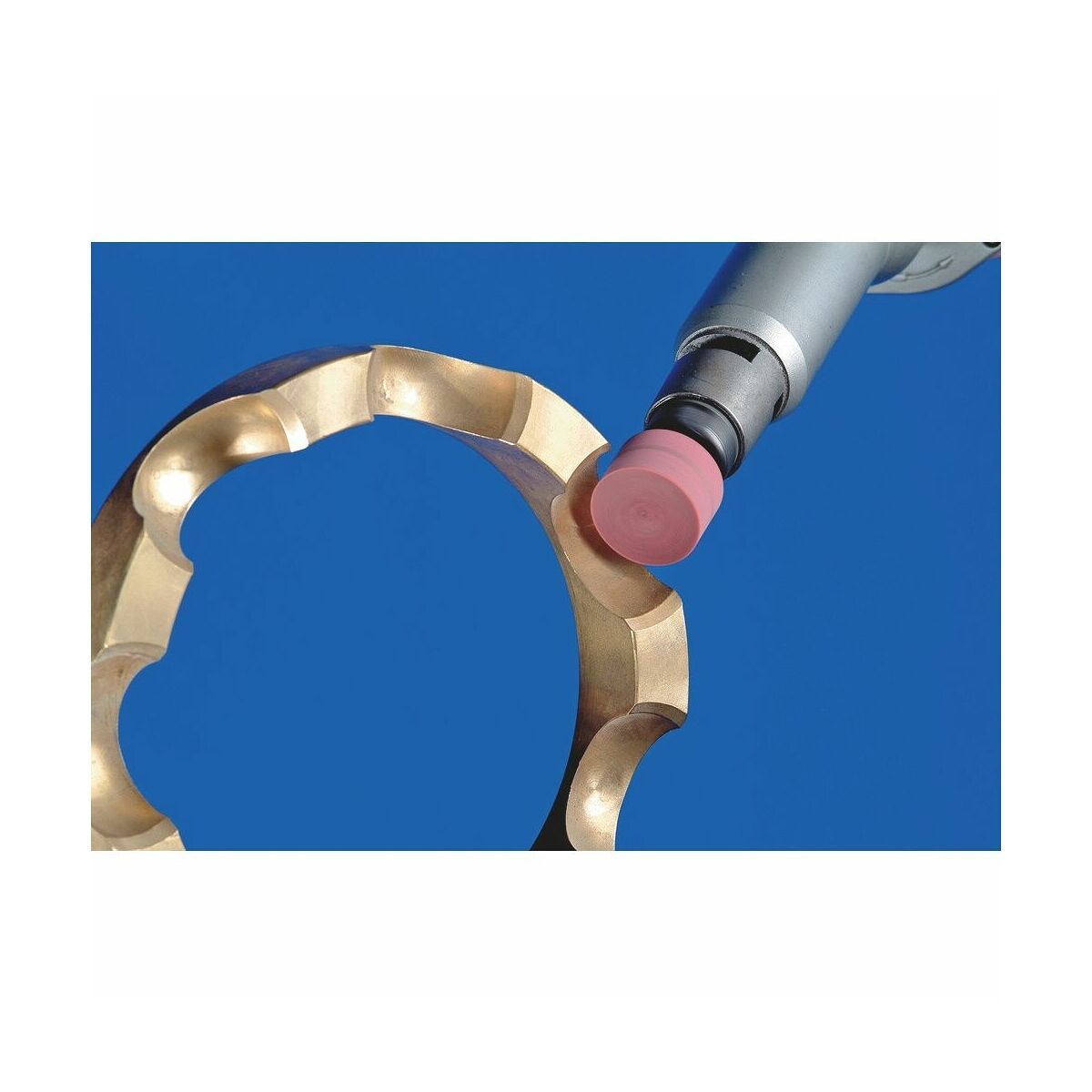
Las herramientas de afinado Poliflex se fabrican de forma exacta, calidad constante y medidas con tolerancias mínimas. Son ideales para el lijado fino, el estructurado y la preparación de trabajos de pulido, y se emplean con gran frecuencia en la fabricación de herramientas y moldes. Las herramientas de afinado Poliflex de aglomerante GHR se fabrican con una mezcla de grano abrasivo de corindón fino y de carburo de silicio (SiC). El aglomerante GHR es un aglomerante blando sobre base de elastómero y resistente. Punta de desbaste de forma cilíndrica para el lijado fino de superficies pequeñas.
Característica:
- r.p.m., máx.: 57200 RPM
- r.p.m., óptimas: 45000 RPM
- Molde: Cilindro
- Ancho, unid. métrica: 25 mm
- Abrasivo: Corindón A y carburo de silicio SiC/C
- ø exterior, unid. métrica: 10 mm
- Ø del mango, unid. métrica: 6 mm
- Tamaño de grano: 120
- Longitud, mango: 40
- Aglomerante: GHR
Vantagem:
- Obtención de un acabado fino y brillante.
- Amolado suave con una vida útil superior.
- Se obtienen superficies de muy buena calidad.
- Alta rentabilidad gracias a su larga vida útil y su capacidad de arranque elevada.
- Comodidad de trabajo máxima gracias a la marcha concéntrica exacta.
Vantagem:
- Recomendaciones de uso: En función del uso, perfilar con un diamante de igualar o con piedras cerámicas de igualar con un número bajo de revoluciones. Para obtener un rendimiento óptimo, utilizar a una velocidad de corte recomendada de 20–25 m/s.
- Tipo de trabajo: Lijado fino en pasos
- Tipos de máquina: Máquina con eje flexible; Amoladora recta
Material:
- Materiales que se pueden procesar:
- Acero fundido
- Aleaciones con base de cobalto
- Aceros templados y bonificados superiores a 1.200 N/mm² (< 38 HRC)
- Aleaciones de base níquel (por ejemplo, Inconell y Hasteloy)
- Acero inoxidable (INOX)
- Materiales de acero con una dureza > 54 HRC
- Aceros hasta 1.200 N/mm² (< 38 HRC)
- Materiales que se pueden procesar: Acero fundido; Aleaciones con base de cobalto; Aceros templados y bonificados superiores a 1.200 N/mm² (< 38 HRC); Aleaciones de base níquel (por ejemplo, Inconell y Hasteloy); Acero inoxidable (INOX); Materiales de acero con una dureza > 54 HRC; Aceros hasta 1.200 N/mm² (< 38 HRC)
Nota:
- Por razones de seguridad, nunca se debe superar la velocidad máxima permitida.
- La longitud de fijación del mango debe ser, como mínimo, de 10 mm.