Descrição:
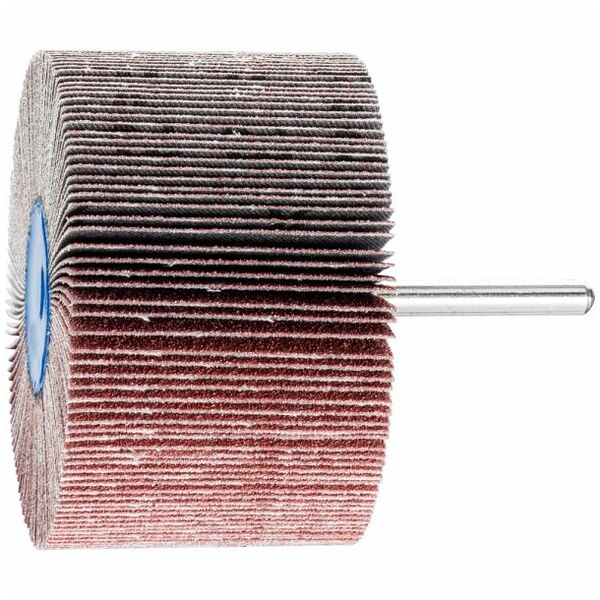
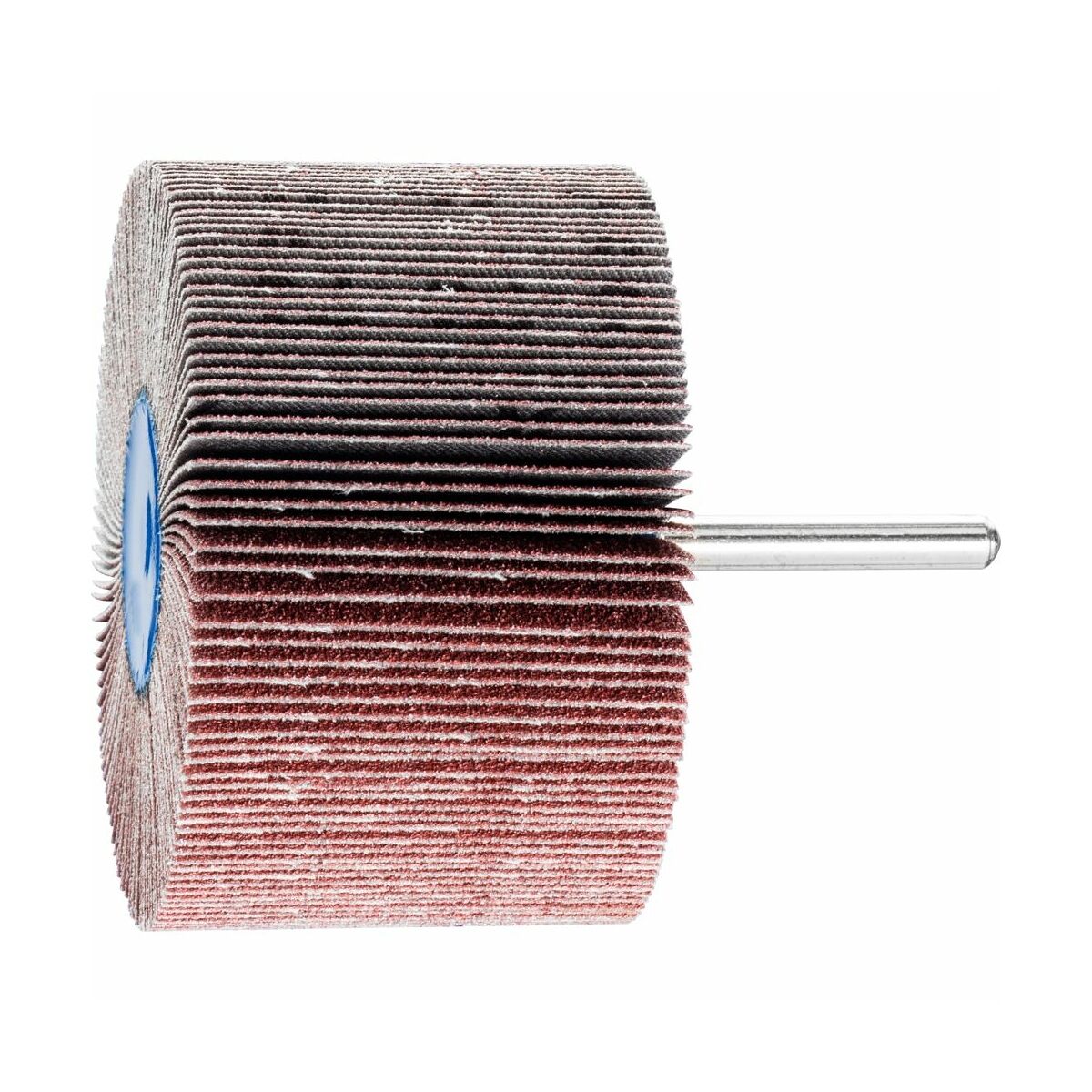
En los abanicos lijadores, las láminas de abrasivo están dispuestas radialmente en forma de abanico, alrededor del eje de la herramienta. Por su elevada flexibilidad, se adaptan al contorno de la pieza de trabajo. El grano abrasivo de cada lámina es tela flexible resistente al desgarro con aglomerante de resina sintética. Los abanicos lijadores se denominan «puntas de desbaste de láminas» según la norma ISO 3919. Para todo tipo de aplicaciones, desde lijado basto hasta fino.
Característica:
- r.p.m., máx.: 9500 RPM
- r.p.m., óptimas: 4800 RPM
- Ancho, unid. métrica: 50 mm
- Abrasivo: Corindón A
- ø exterior, unid. métrica: 80 mm
- Ø del mango, unid. métrica: 6 mm
- Tamaño de grano: 80
- Longitud, mango: 40
Vantagem:
- Se adapta de forma óptima a los contornos gracias a su gran flexibilidad.
- Elevado y constante arranque de material durante toda la vida útil, ya que continuamente se libera nuevo abrasivo agresivo.
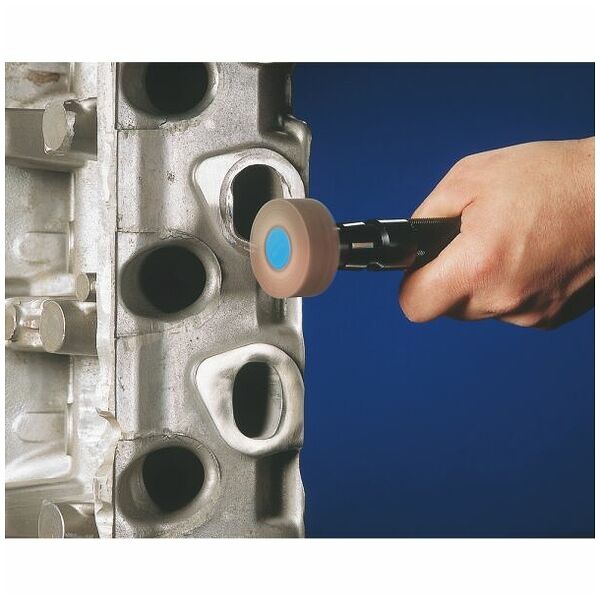
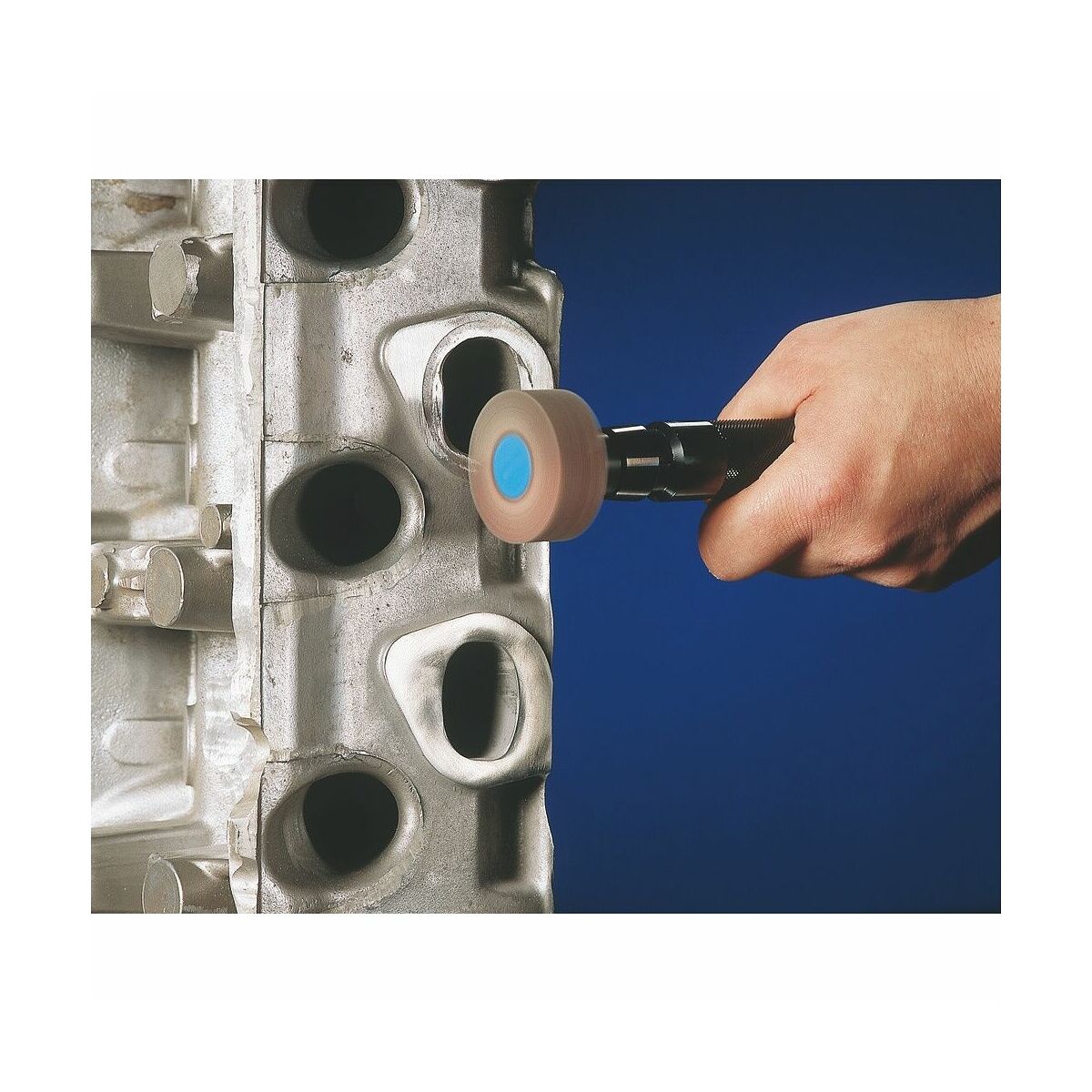
- Es posible el uso frontal muy cerca de los cantos y ángulos gracias a la construcción plana de núcleo de fundición.
Vantagem:
- Recomendaciones de uso: La reducción de la presión de apriete y de la velocidad periférica, junto con el uso de aceite de amolado, reducen el desgaste de la herramienta y la carga térmica sobre la pieza de trabajo. Para aumentar la capacidad de arranque de material, es recomendable utilizar un grano más basto en lugar de aumentar la presión de apriete evitando así un desgaste prematuro de la herramienta y reduciendo la carga térmica sobre la pieza de trabajo. Aumentar la velocidad de corte conlleva una superficie ligeramente más fina. Al incrementar la presión de apriete, la superficie resultante será algo más basta. Con el mismo tamaño de grano, cuanto más blando sea el materia, más basta será la superficie resultante. Para obtener un rendimiento óptimo, utilizar a una velocidad de corte recomendada de 15–20 m/s. Así se logra el equilibrio ideal entre capacidad de arranque de material, calidad de superficie, carga térmica de la pieza de trabajo y desgaste de la herramienta. Añadiendo el aceite de amolar adecuado para el materia, se pueden aumentar considerablemente la vida útil y el rendimiento de la herramienta.
- Tipo de trabajo: Desbarbar; Lijado fino en pasos; Igualado; Estructurado (matizado, matizado a franjas y satinado); Mecanizado de superficies; Mecanizado de cordones de soldadura
- Tipos de máquina: Máquina con eje flexible; Amoladora recta
Material:
- Materiales que se pueden procesar:
- Aluminio
- Fundición maleable
- Latón
- Acero fundido
- Cobre
- Fundición gris y de grafito esferoidal (GG/GJL, GGG/GJS)
- Aceros templados y bonificados superiores a 1.200 N/mm² (< 38 HRC)
- Acero inoxidable (INOX)
- Materiales de acero con una dureza > 54 HRC
- Aceros hasta 1.200 N/mm² (< 38 HRC)
- Materiales que se pueden procesar: Aluminio; Fundición maleable; Latón; Acero fundido; Cobre; Fundición gris y de grafito esferoidal (GG/GJL, GGG/GJS); Aceros templados y bonificados superiores a 1.200 N/mm² (< 38 HRC); Acero inoxidable (INOX); Materiales de acero con una dureza > 54 HRC; Aceros hasta 1.200 N/mm² (< 38 HRC)
Nota:
- Por razones de seguridad, nunca se debe superar la velocidad máxima permitida.
- La presión de apriete debe reducirse mucho si se supera el número de revoluciones óptimo especificado.
- La seguridad solo está garantizada si la longitud de fijación es, como mínimo, 15 mm y no se sobrepasa el número de revoluciones máximo indicado en longitudes de mango abiertas.