

{{ name }}
N.º do artigo {{ combinedCodeWithHighlight }}
Código do artigo:
EAN/GTIN:
Número do fabricante:
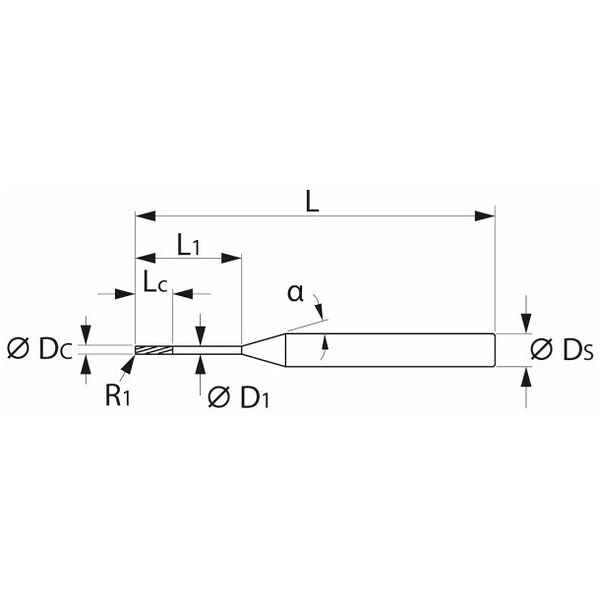
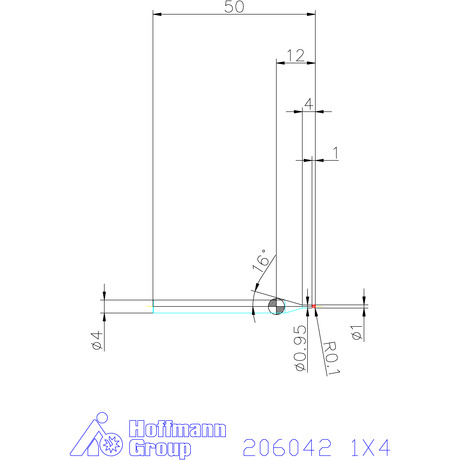
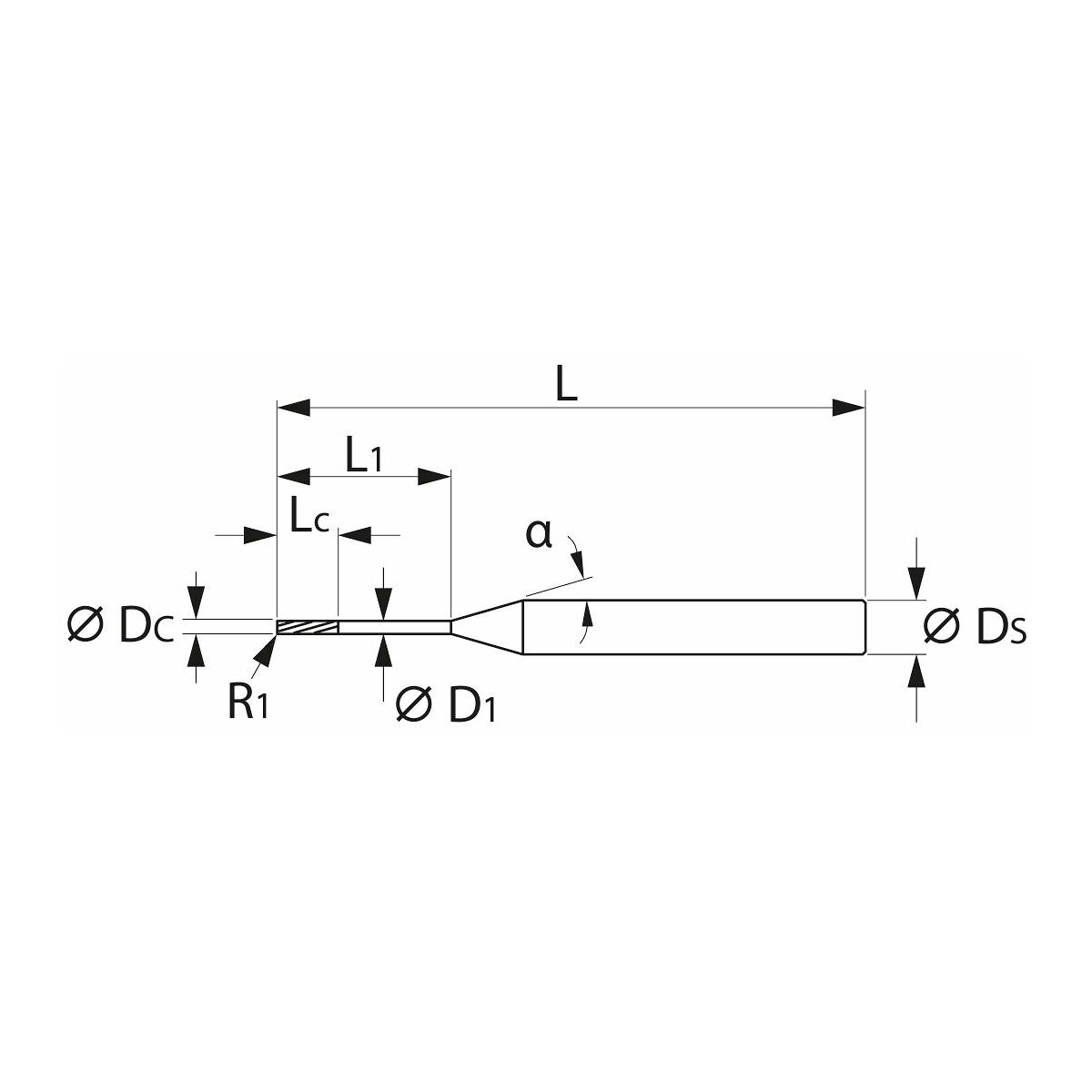
| ⌀ das lâminas DC | 1 mm | |
| Revestimento | DLC | |
| Óleo de corte | VHM | |
| Norma | Norma de fábrica | |
| Tipo | W | |
| Tolerância de ⌀ nominal | 0 / -0,005 | |
| Número de dentes Z | 2 | |
| Ângulo espiral | 30 grau | |
| Sentido de avanço | horizontal, inclinado e vertical | |
| Largura de corte ae na operação de fresagem | 0,5×D ao rebordear; 0,05×D na fresagem de cópia | |
| Haste | DIN 6535 HA con h5 | |
| Refrigeração interior | não | |
| Comprimento da lâmina Lc | 1 mm | |
| Raio de corte R1 | 0,1 mm | |
| Projeção L1 incl. exposição | 4 mm | |
| ⌀ de exposição D1 | 0,95 mm | |
| Comprimento total L | 50 mm | |
| ⌀ haste Ds | 4 mm | |
| Avanço fz para corte de bordas em alumínio fundido | 0,03 mm | |
| Avanço fz para fresagem de cópia em alumínio fundido | 0,03 mm | |
| Fator de correção ap corr | 1 | |
| Anel colorido | amarelo | |
| Tipo de produto | Fresa toroidal |
| Número do artigo | 206042 1X4 | |
| EAN/GTIN | 4045197913951 | |
| Número do fabricante | 206042 1X4 |


















