












{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
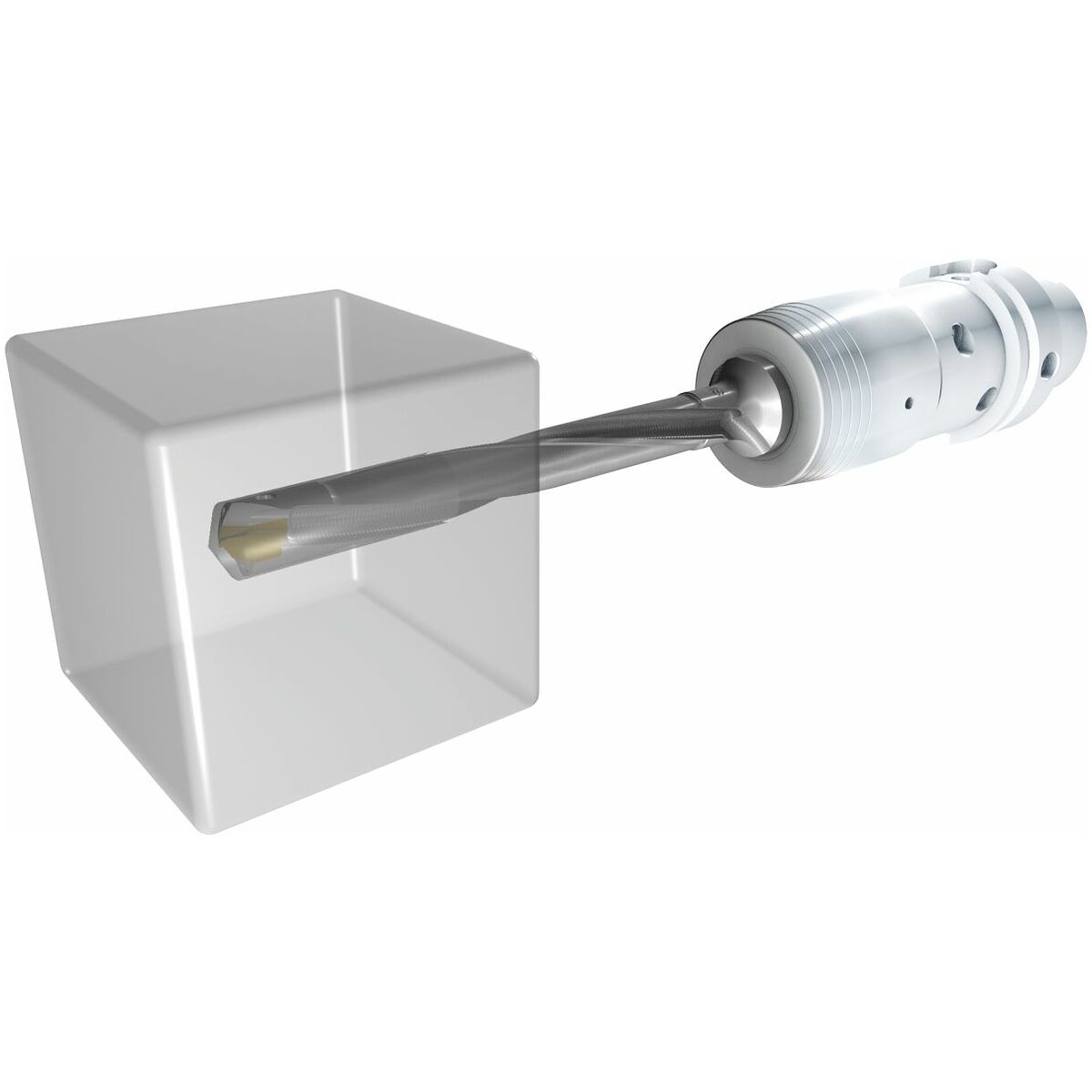
| Seria | HiPer-Drill | |
| Wersja | 10×D | |
| chwyt | ISO 9766 | |
| zastosowanie wierteł | warunkowo wiercenie poprzeczne; warunkowo wiercenie pakietowe; warunkowo wyjście skośne; warunkowo nawiercanie skośne | |
| Liczba ostrzy Z | 2 | |
| chłodzenie wewnętrzne | tak | |
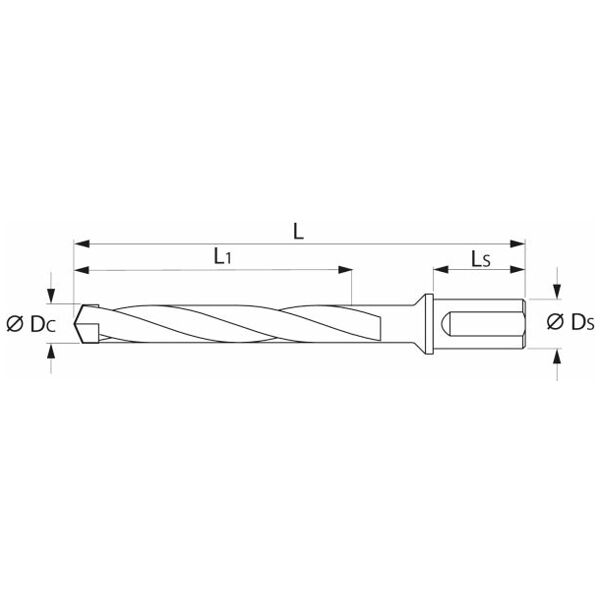
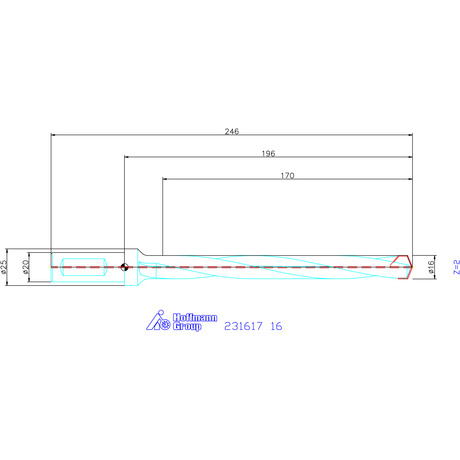
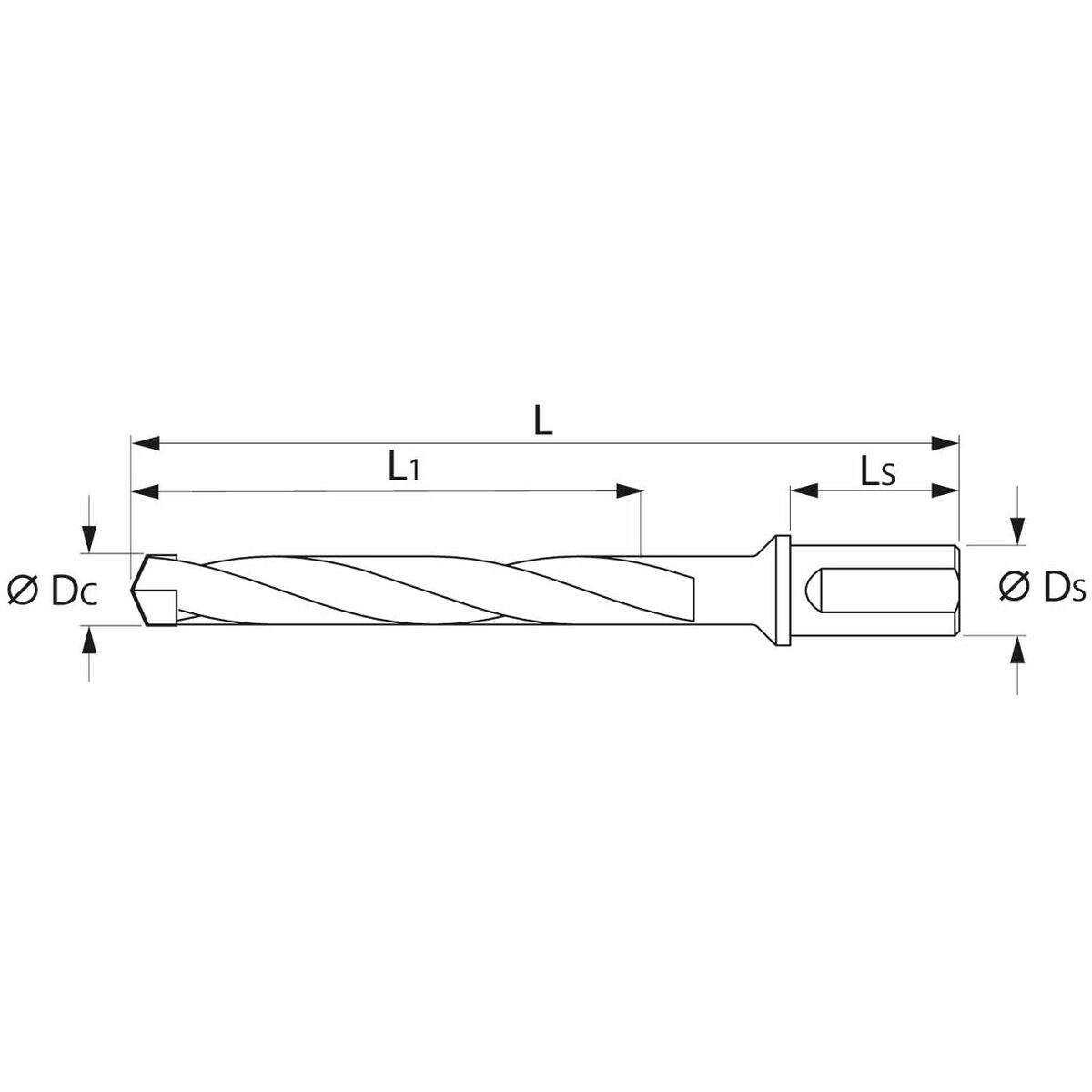
| zakres ⌀ Dc | 16 mm - 16,99 mm | |
| Długość użyteczna L1 | 170 mm | |
| ⌀ chwytu Ds | 20 mm | |
| Długość chwytu Ls | 50 mm | |
| Śruby mocujące | 231999 8IP1 (1,2 Nm) | |
| długość całkowita L | 246 mm | |
| Rodzaj produktu | Wiertła z płytkami skrawającymi |
| Numer artykułu | 231617 16 | |
| EAN / GTIN | 4045197868176 | |
| Numer producenta | 231617 16 |