


{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
| ⌀ ostrzy DC | 8 mm | |
| powłoka | TiAlN | |
| Materiał ostrza | VHM | |
| norma | norma zakładowa | |
| typ | N | |
| Tolerancja ⌀ nominalnej | f8 | |
| Liczba zębów Z | 4 | |
| Kąt linii śrubowej | 30 stopni | |
| kierunek dosuwu | poziomy | |
| szerokość styku z obrabianym przedmiotem ae przy frezowaniu | 0,05×D przy obcinaniu; 0,05×D przy frezowaniu kopiowym | |
| chwyt | DIN 6535 HA z h6 | |
| chłodzenie wewnętrzne | nie | |
| Strategia skrawania | PPC | |
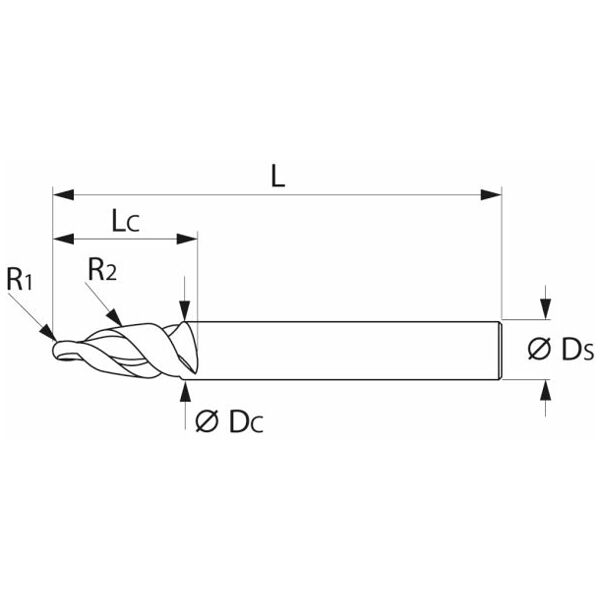
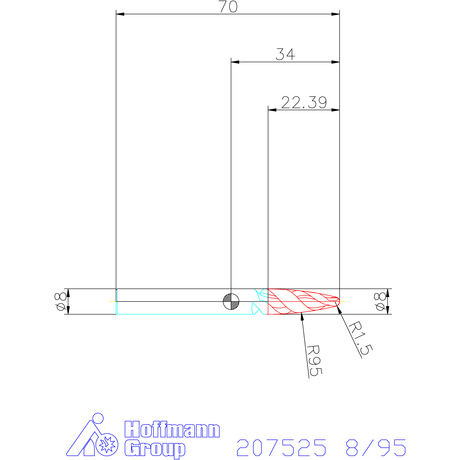
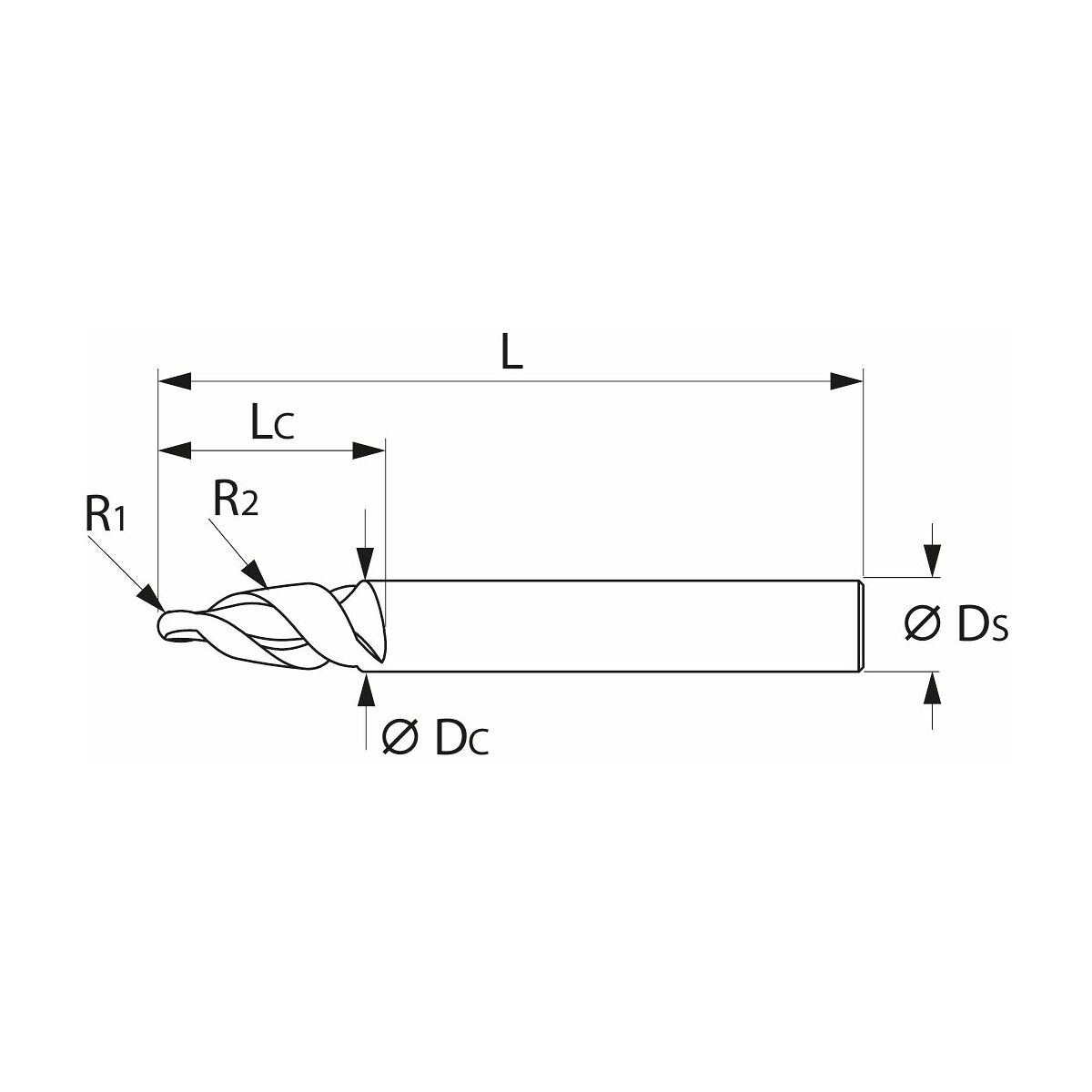
| długość ostrzy Lc | 22 mm | |
| Promień czynny R2 | 95 mm | |
| Promień ostrza R1 | 1,5 mm | |
| długość całkowita L | 70 mm | |
| ⌀ chwytu Ds | 8 mm | |
| posuw fz przy obcinaniu w stali < 900 N/mm2 | 0,05 mm | |
| posuw fz przy frezowaniu kopiowym w stali < 900 N/mm2 | 0,06 mm | |
| pierścień barwny | zielone | |
| Rodzaj produktu | Frezy sferyczne i kuliste |
| Numer artykułu | 207525 8/95 | |
| EAN / GTIN | 4062406131135 | |
| Numer producenta | 207525 8/95 |
















