



















{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
| Seria | Diabolo | |
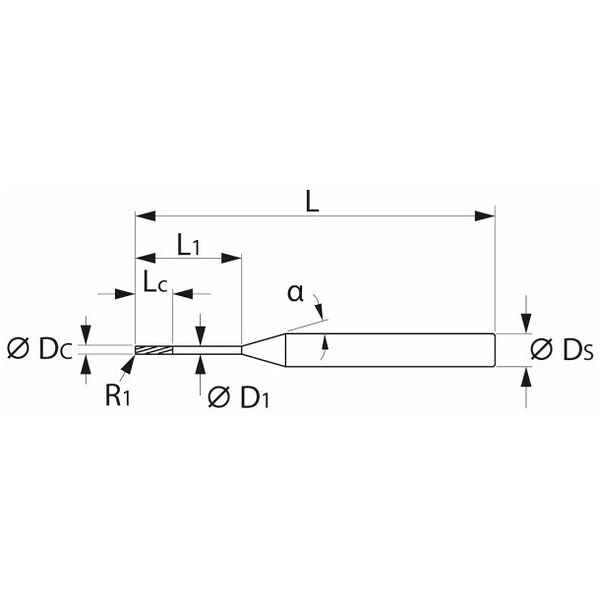
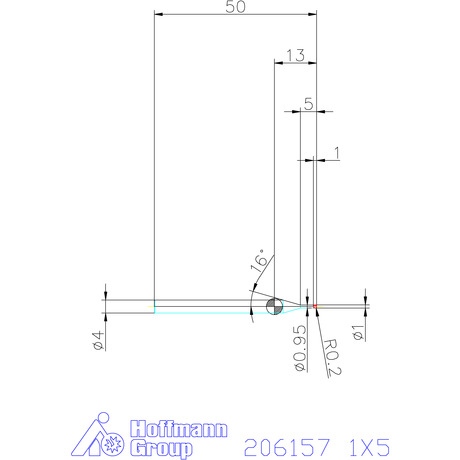
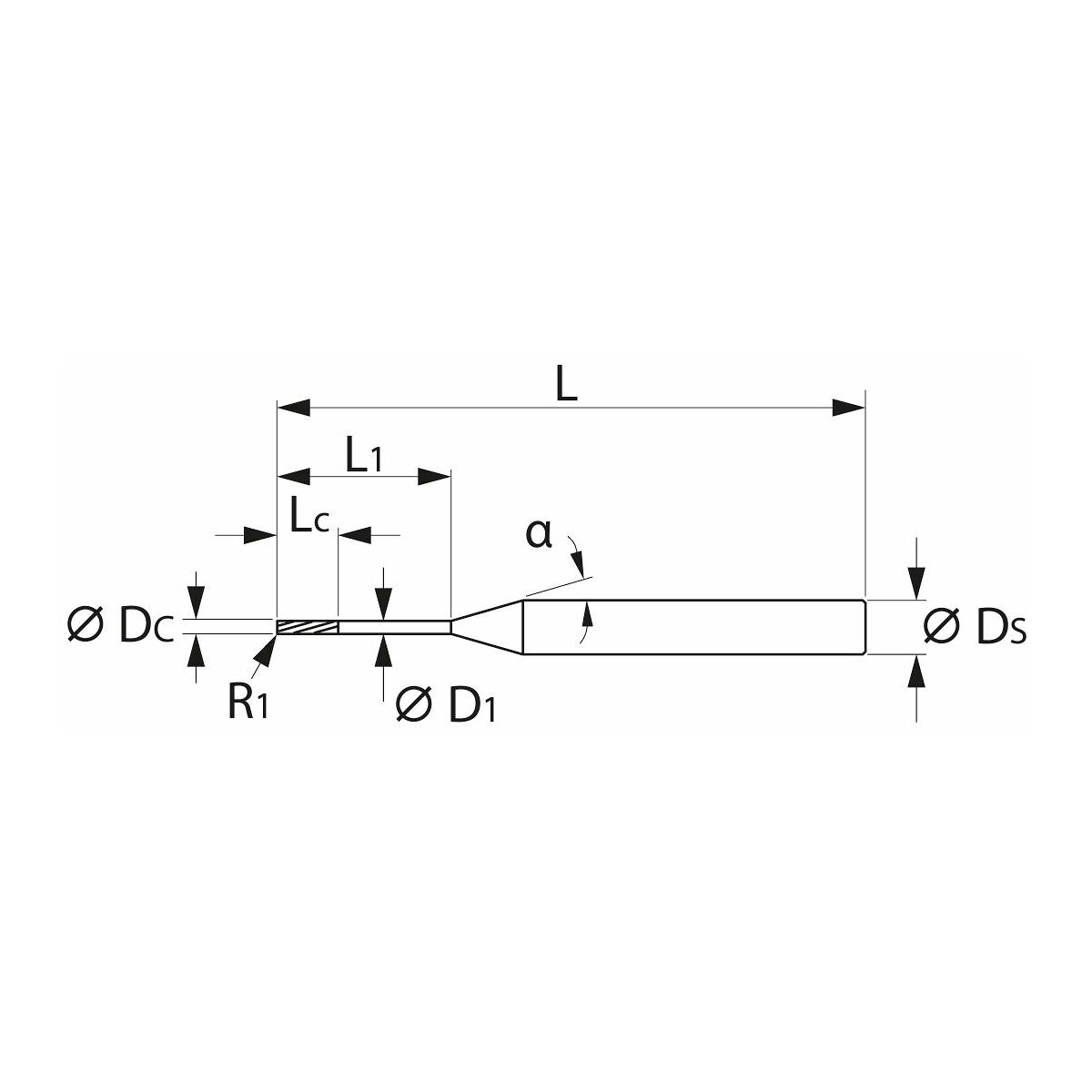
| Cutting edge ⌀ DC | 1 mm | |
| powłoka | TiAlN | |
| Materiał ostrza | VHM | |
| norma | norma zakładowa | |
| typ | H | |
| Tolerancja ⌀ nominalnej | 0 / -0,005 | |
| No. of teeth Z | 2 | |
| Helix angle | 30 degrees | |
| kierunek dosuwu | poziomy, ukośny i pionowy | |
| szerokość styku z obrabianym przedmiotem ae przy frezowaniu | 0,05×D przy frezowaniu kopiowym; 0,05×D przy frezowaniu kopiowym | |
| Shank | DIN 6535 HA to h5 | |
| chłodzenie wewnętrzne | nie | |
| Flute length Lc | 1 mm | |
| Corner radius R1 | 0.2 mm | |
| Overhang length L1 incl. recess | 5 mm | |
| Recess ⌀ D1 | 0.95 mm | |
| Overall length L | 50 mm | |
| Shank ⌀ Ds | 4 mm | |
| Feed fz for side milling in steel < 65 HRC | 0.02 mm | |
| Feed fz for copy milling in steel < 65 HRC | 0.02 mm | |
| Correction factor ap corr | 1 | |
| pierścień barwny | czerwone | |
| Rodzaj produktu | Frez torusowy |
| Numer artykułu | 206157 1X5 | |
| EAN / GTIN | 4045197934505 | |
| Numer producenta | 206157 1X5 |
















