
{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
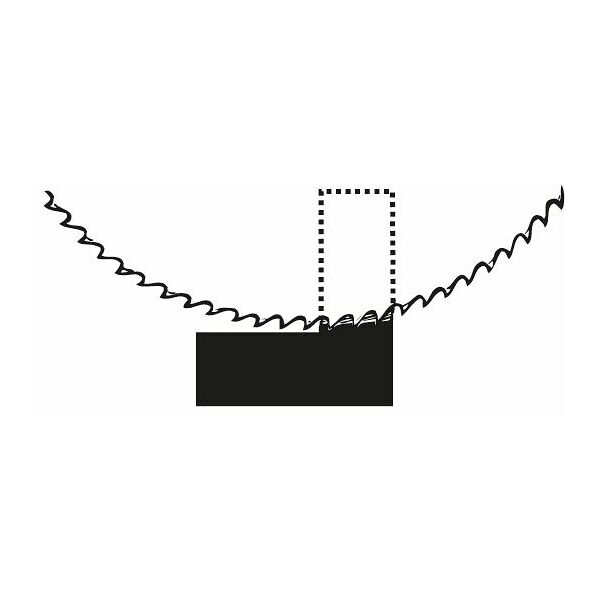
 Priemonė, bez powłoki, ⌀×grubość: 225X2/Kmm")
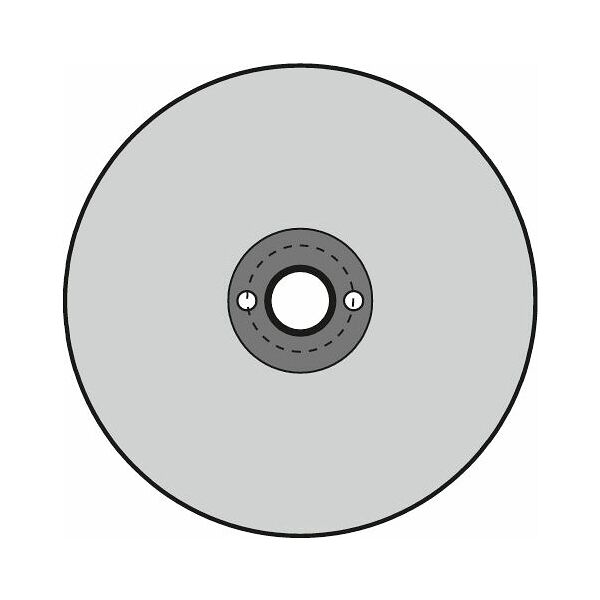
| ⌀ | 225 mm | |
| Grubość | 2 mm | |
| Materiał ostrza | HSS | |
| ⌀ otworu | 32 mm | |
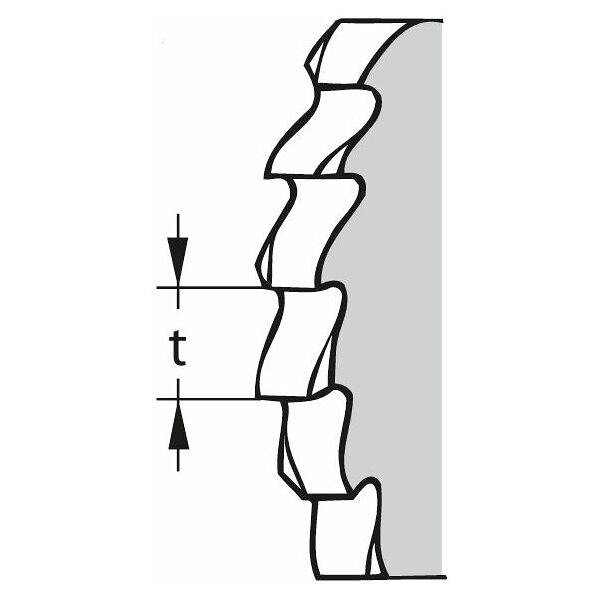
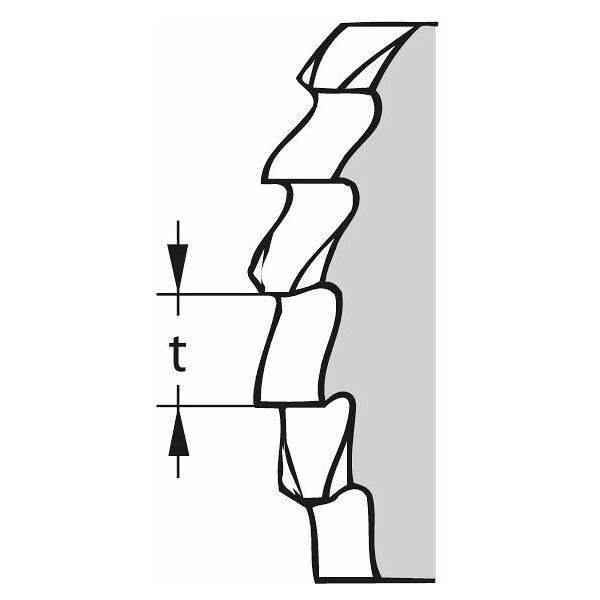
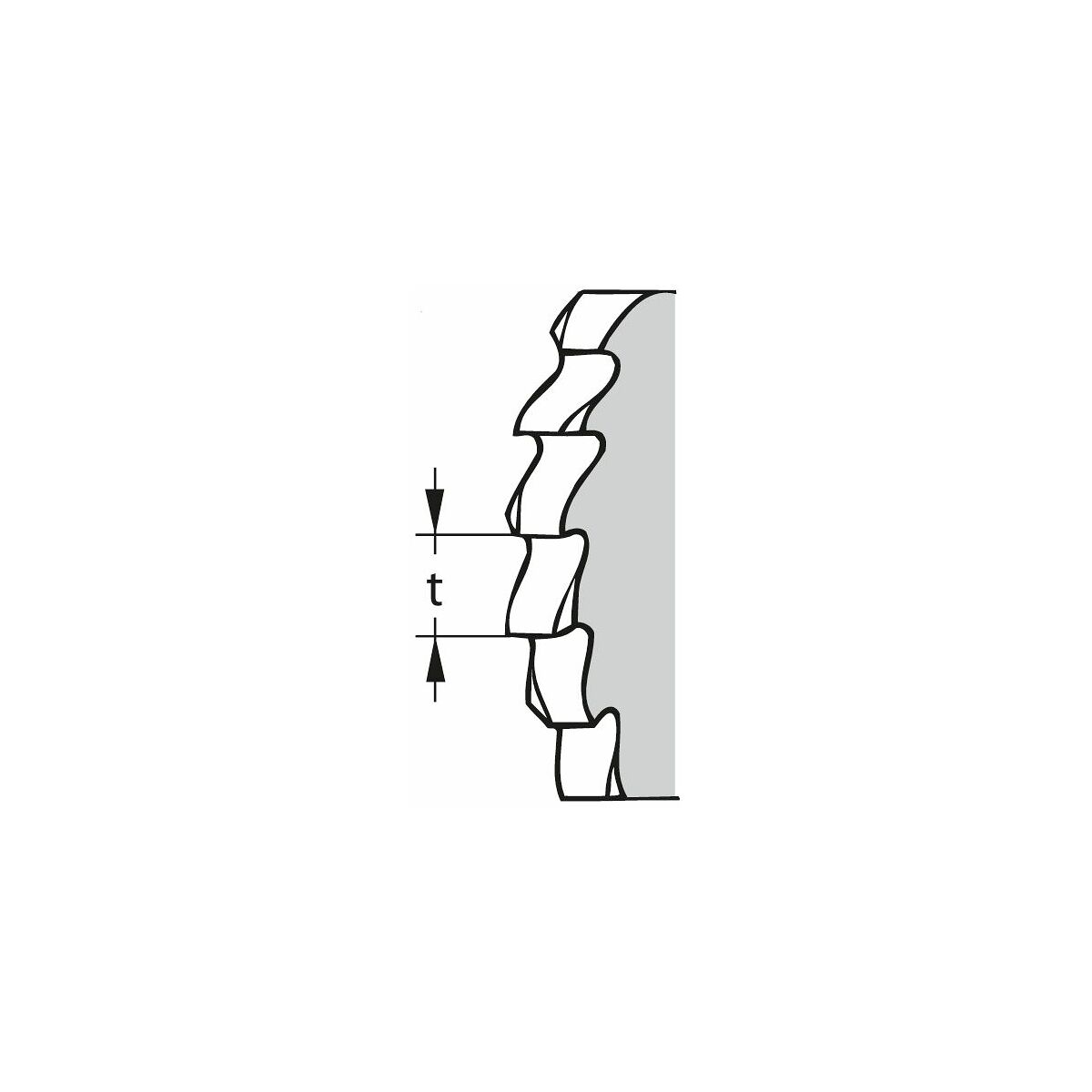
| Liczba zębów Z | 120 | |
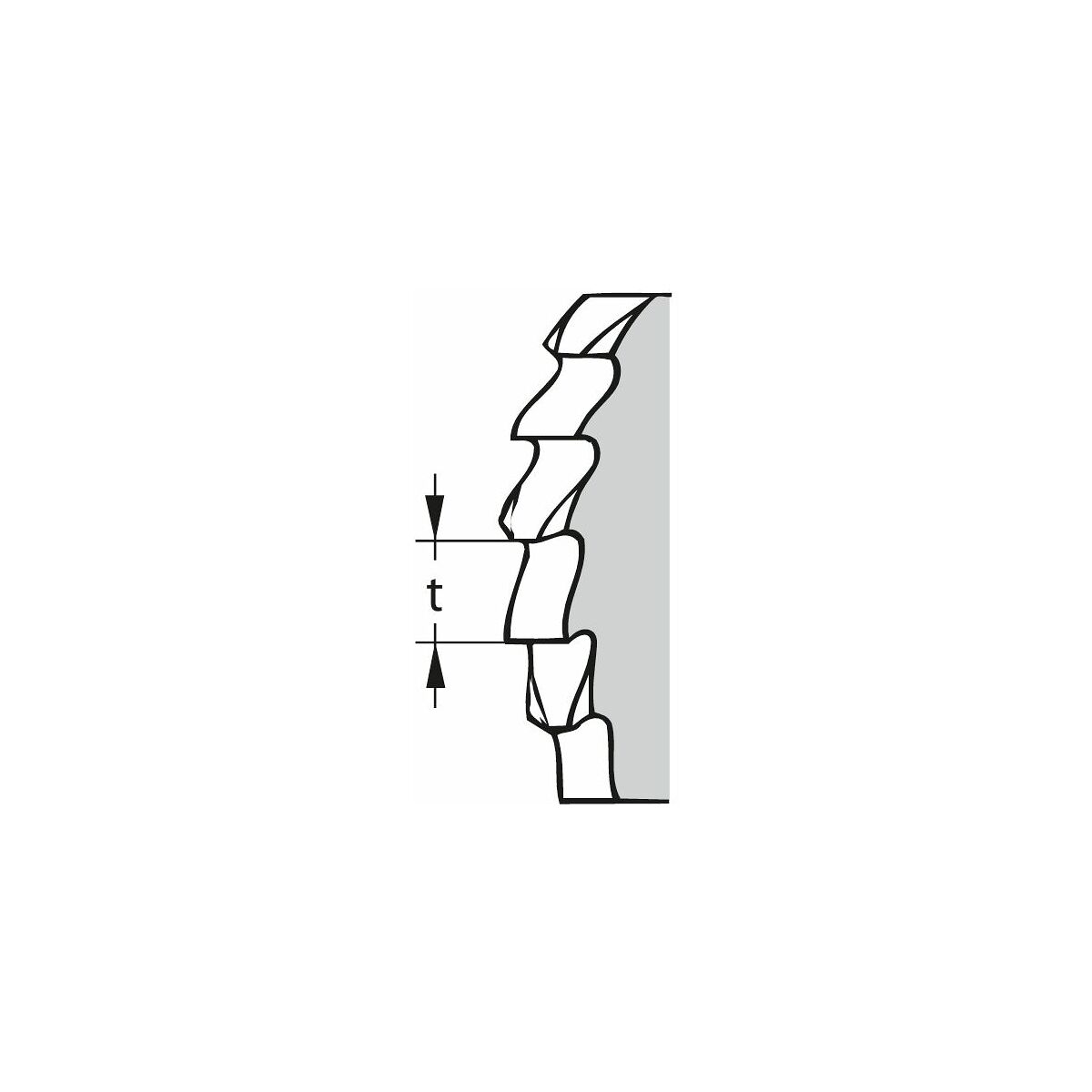
| podziałka t | 6 mm | |
| Liczba otworów zabieraka | 2 | |
| ⌀ otworu zabieraka | 8 mm | |
| Średnica podziałowa otworów zabieraka | 45 mm | |
| odpowiednie do pił produkowanych przez firmy | 5 | |
| nadaje się do materiału | Metal | |
| chłodzenie wewnętrzne | nie | |
| Rodzaj produktu | Piły tarczowe (tarcze) |
| Numer artykułu | 177250 225X2/K | |
| EAN / GTIN | 4045197095480 | |
| Numer producenta | 177250 225X2/K | |
| Manufacturer | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |










