{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:

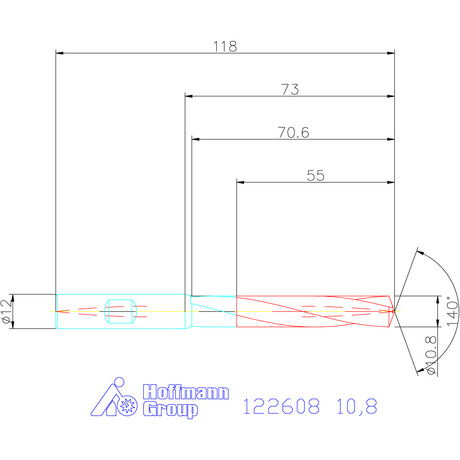

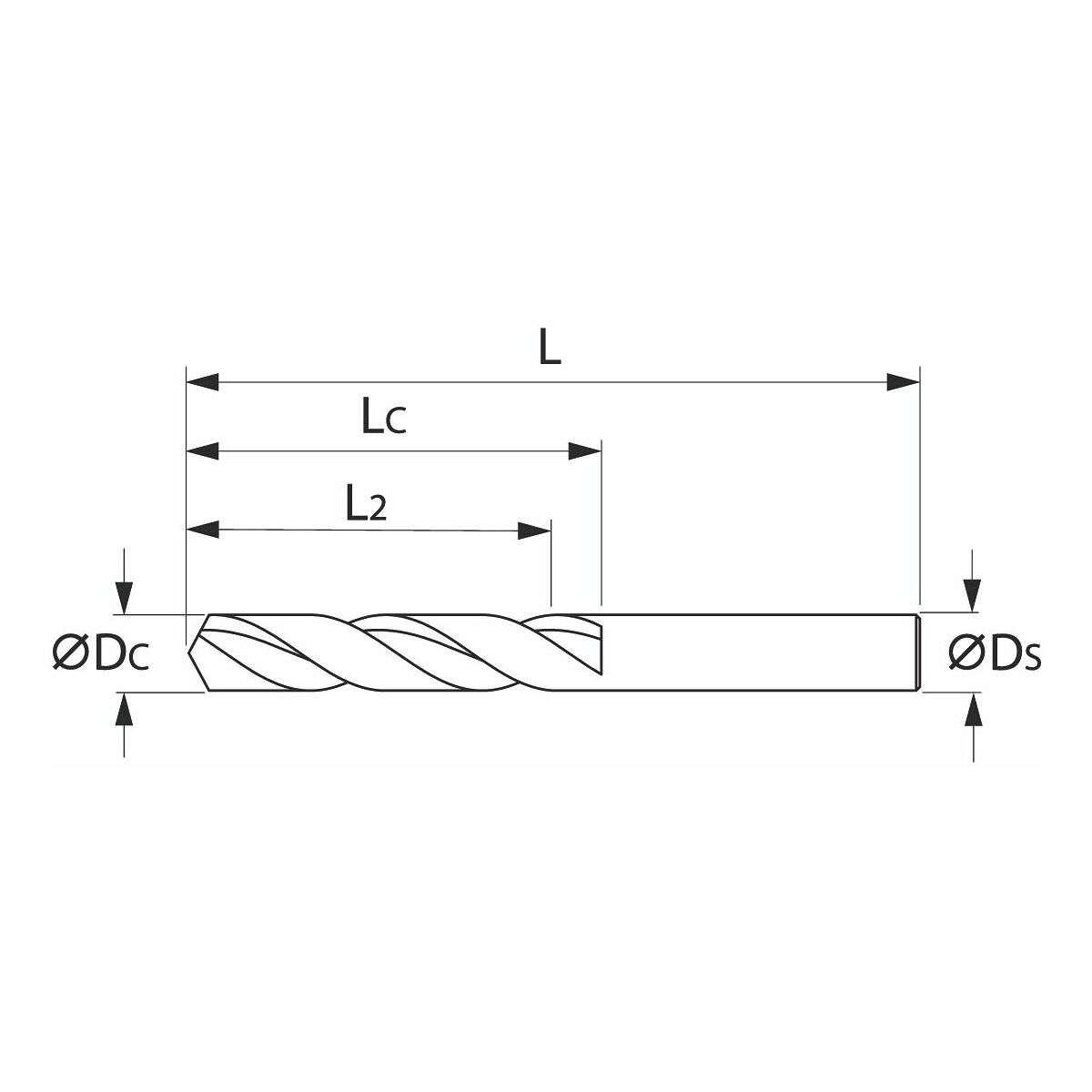
| ⌀ nom. DC | 10,8 mm | |
| powłoka | DLC | |
| Materiał ostrza | VHM | |
| norma | DIN 6537 | |
| Wersja | 6×D | |
| typ | W | |
| Tolerancja ⌀ nominalnej | p6 | |
| Liczba ostrzy Z | 2 | |
| kąt wierzchołkowy | 140 stopni | |
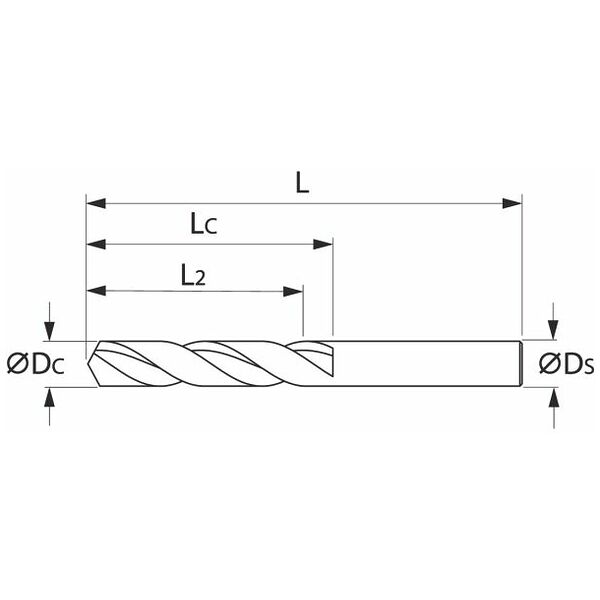
| zalecana maksymalna głębokość wiercenia L2 | 54,8 mm | |
| chwyt | DIN 6535 HB h6 | |
| chłodzenie wewnętrzne | tak, przy 25 bar | |
| Strategia skrawania | HPC | |
| Semi-Standard | tak | |
| Długość rowków wiórowych Lc | 71 mm | |
| długość całkowita L | 118 mm | |
| ⌀ chwytu Ds | 12 mm | |
| tolerancje chwytu | h6 | |
| posuw f w aluminium dającym krótki wiór | 0,44 mm/obr. | |
| pierścień barwny | żółty | |
| Rodzaj produktu | Wiertła kręte |
| Numer artykułu | 122608 10,8 | |
| EAN / GTIN | 4045197568984 | |
| Numer producenta | 122608 10,8 |














