Modelis:
Didelio našumo mikro grąžtas universaliam naudojimui įvairioms medžiagoms daugiausia dėmesio skiriant plieno apdirbimui. Maksimalus procesų saugumas dėl tiksliai suderintų sistemos įrankių ir platesnės kreipiančiosios briaunos. Gręžimas mažiausiu skersmeniu iki maksimalaus gylio išgręžus pagalbinę kiaurymę. Optimalus kompromisas tarp šerdies skersmens ir drožlės susidarymo vietos dydžio, kad būtų galima optimaliai pašalinti drožles - net ir apdirbant ilgadrožles medžiagas. Didesnis medžiagos nuėmimo greitis ir ilgesnis įrankio tarnavimo laikas lemia ekonomišką gręžimo procesą, net esant mažiausiems kiaurymių skersmenims ir dideliam L/D santykiui.
Pastaba:
Norint saugiai dirbti giliųjų kiaurymių grąžtu nuo 8×D būtina
išgręžti pagalbinę kiaurymę 4×D pagalbinės kiaurymės grąžtu Nr.
121223. Atliekant vertikalų apdirbimą ir esant plokščiam ruošinio paviršiui, nuo D
C = ⌀ 1 mm iki 12×D ilgio, pagalbinės kiaurymės nereikia. Prieš naudodami šį gręžimo įrankį, visada įsitikinkite, ar
pagalbinėje kiaurymėje nėra drožlių. Išgręžus pagalbinę kiaurymę, rekomenduojame nustatyti 90 ° giluminį panardinimą naudojant tinkamą NC centravimo grąžtą. Esant kritinėms reikmėms (pvz., maksimalus įmanomas gamybos tikslumas, minimalus įbrėžimų susidarymas, mažesnis aušinimo skysčio slėgis) sumažinkite įrankio padavimą prieš įleidžiant ir išleidžiant medžiagą 50%. Jei reikia, nuo medžiagų, kurių apdirbimo metu formuojamos ilgos drožlės,
šias reikia pašalinti 3×D žingsniais, atliekant minimalų atitraukimo judesį iki pagalbinės kiaurymės gylio. Atkreipkite dėmesį į tinkamas
įrankių apdirbimo priemones (karštojo užspaudimo griebtuvą, hidraulinį griebtuvą) su žemesniu nei 0,003 mm radialiniu mušimu, į pakankamą
aušinimo priemonės slėgį (min. 30 bar), tinkamo tankumo aušinimo priemonės
filtrą (D
C <⌀ 2 mm su filtru ≤ 0,010 mm; D
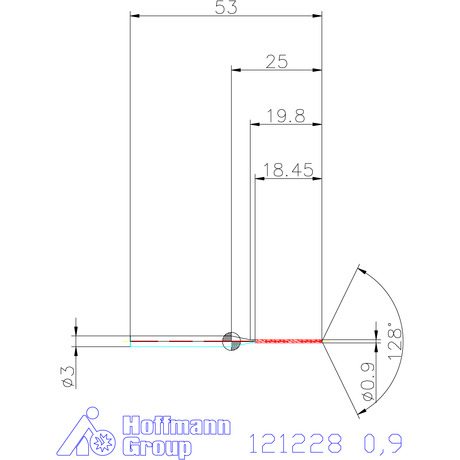
C <⌀ 3 mm filtras ≤ 0,020 mm). Nurodytas L/D santykis atitinka
mažiausią pasiekiamą gręžimo gylį naudojant atitinkamą giliųjų kiaurymių grąžtą.
Užspaudimo griovelio ilgis L
C = L
2 + 1,5 × D
C.