














{{ name }}
Codice art. {{ combinedCodeWithHighlight }}
Codice materiale:
EAN / GTIN:
Codice del produttore:
| Serie | HiPer-Drill | |
| Esecuzione | 12×D | |
| Codolo | ISO 9766 | |
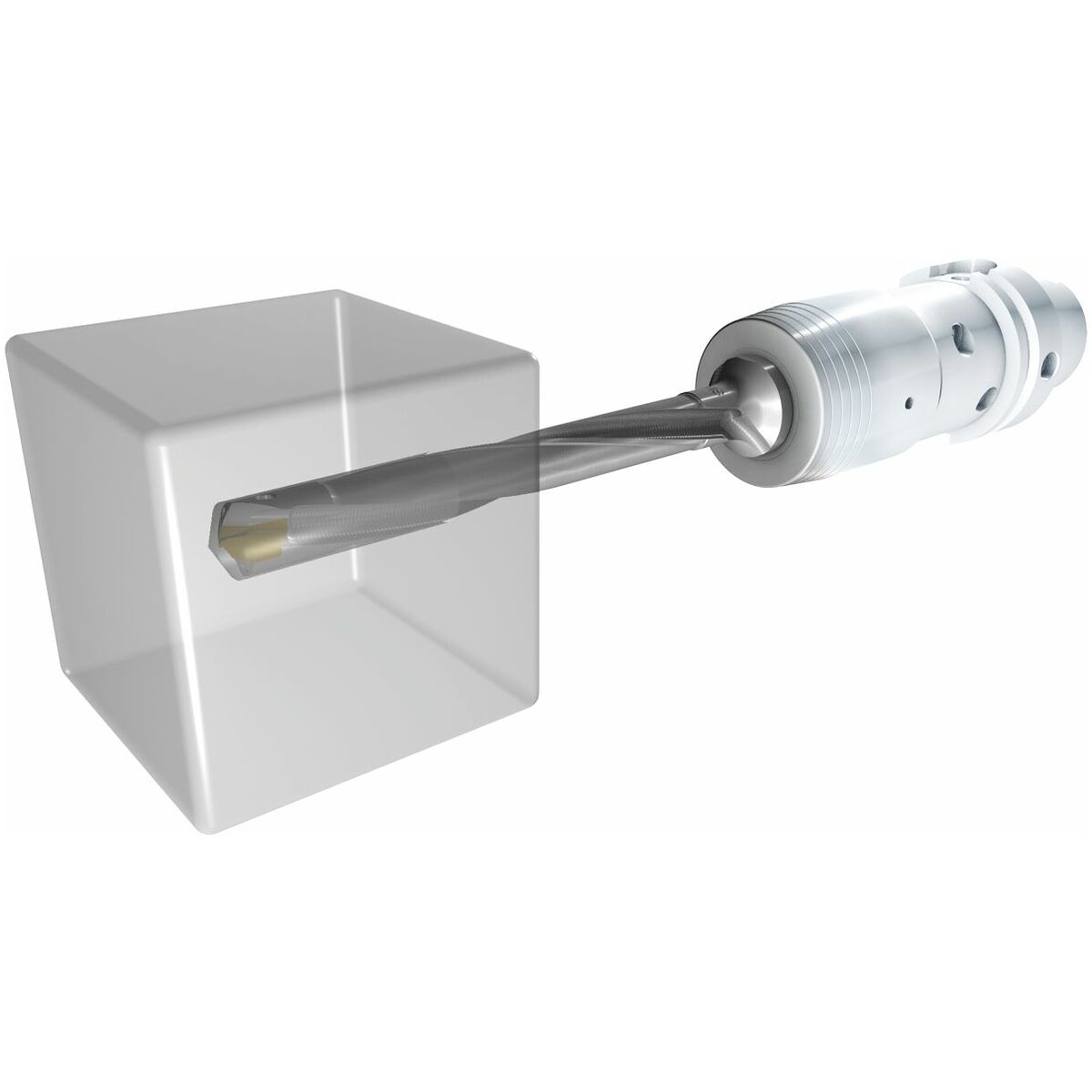
| Utilizzo foro | per foratura trasversale; per foratura in pacchetti; per uscita obliqua; per foratura obliqua | |
| Numero taglienti Z | 2 | |
| Passaggio interno per LR | sì | |
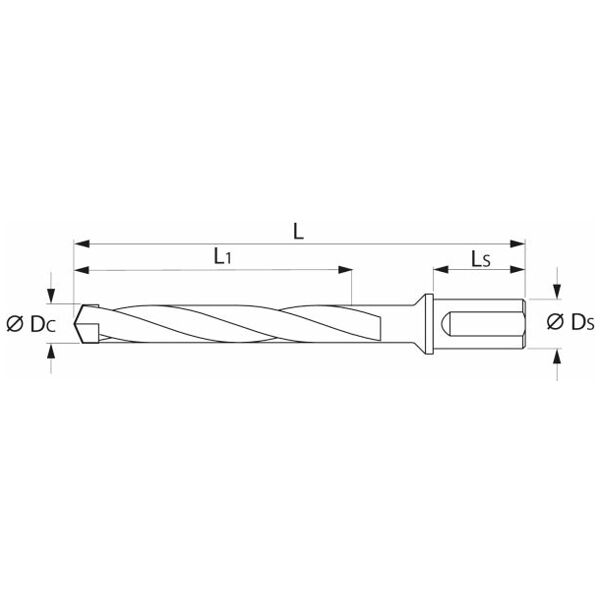
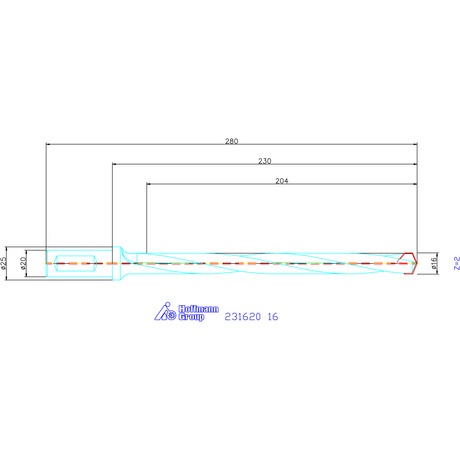
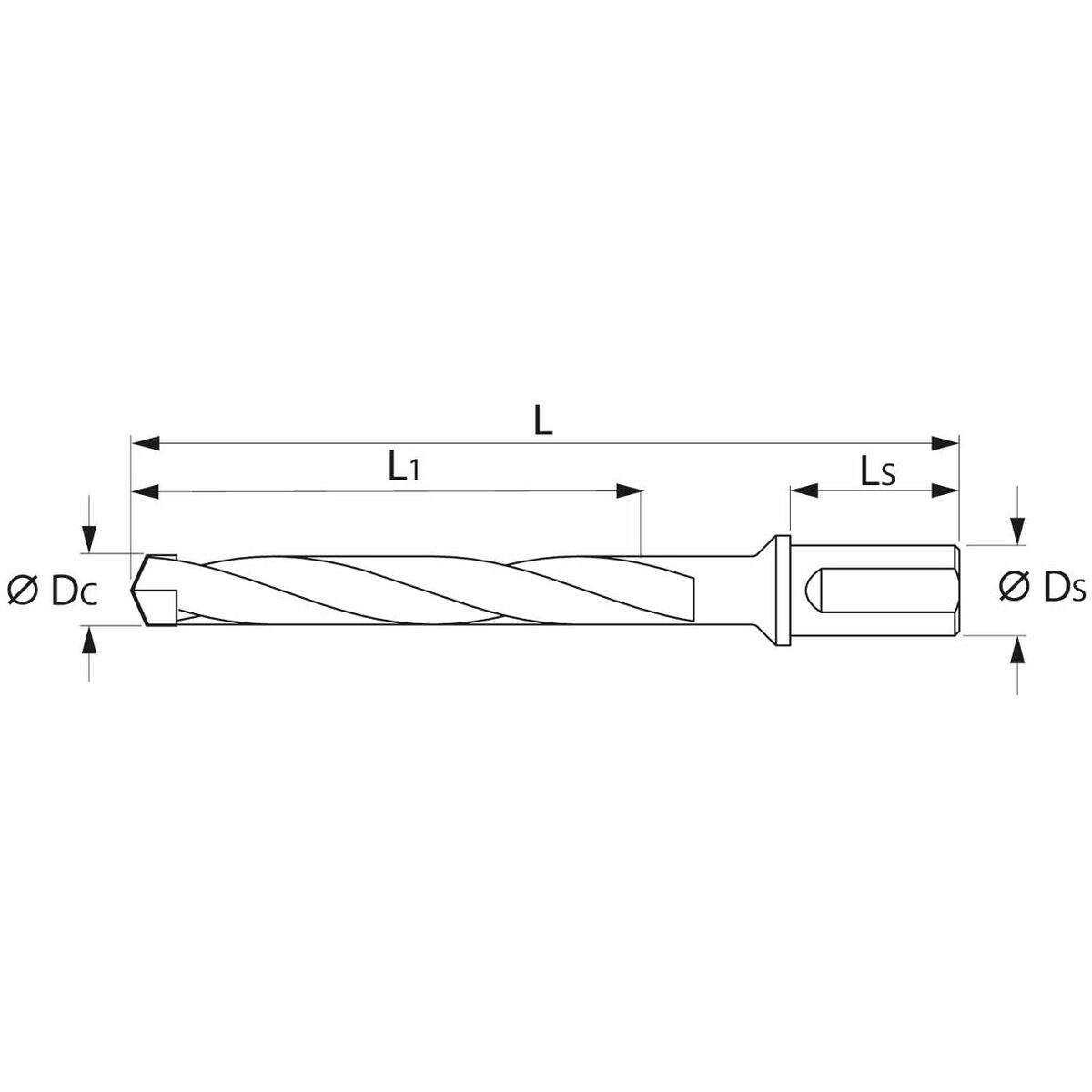
| Campo di ⌀ Dc | 16 mm - 16,99 mm | |
| Lunghezza utile L1 | 204 mm | |
| ⌀ Codolo Ds | 20 mm | |
| Lunghezza codolo Ls | 50 mm | |
| Vite di serraggio | 231999 8IP1 (1,2 Nm) | |
| Lunghezza complessiva L | 280 mm | |
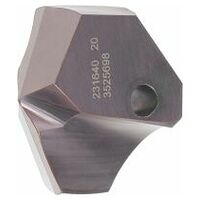
| Tipo di prodotto | Punta a inserti |
| Codice articolo | 231620 16 | |
| EAN / GTIN | 4045197687685 | |
| Codice del produttore | 231620 16 |