

{{ name }}
Codice art. {{ combinedCodeWithHighlight }}
Codice materiale:
EAN / GTIN:
Codice del produttore:
| Misura del filetto | G1/8 | |
| Rivestimento | TiAlN | |
| Tipo di filettatura | G | |
| Angolo di filetto | 55 grado | |
| Materiale da taglio | HMI | |
| Norma | DIN 371 | |
| Forma dell’imbocco | D | |
| Codolo | Codolo cilindrico con h6 | |
| Passaggio interno per LR | no | |
| Utilizzo per tipo di foro | fino a 1,5×D in caso di foro cieco; fino a 2×D in caso di foro di passaggio | |
| Direzione di taglio | destro | |
| Passo della filettatura | 0,907 mm | |
| Filetti per pollice | 28 | |
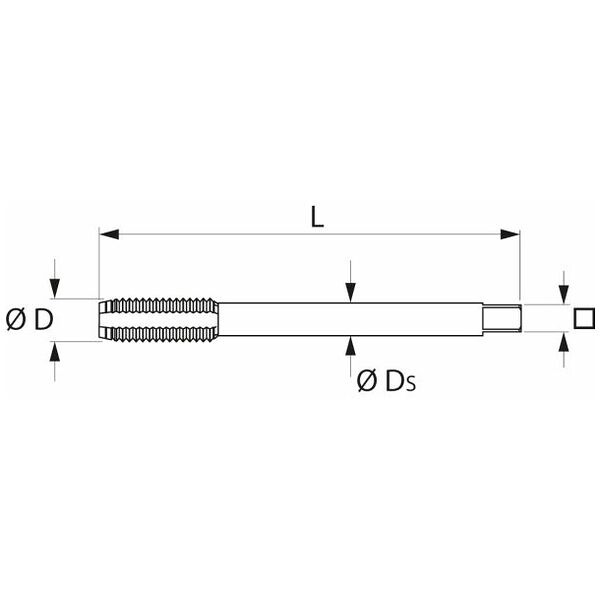
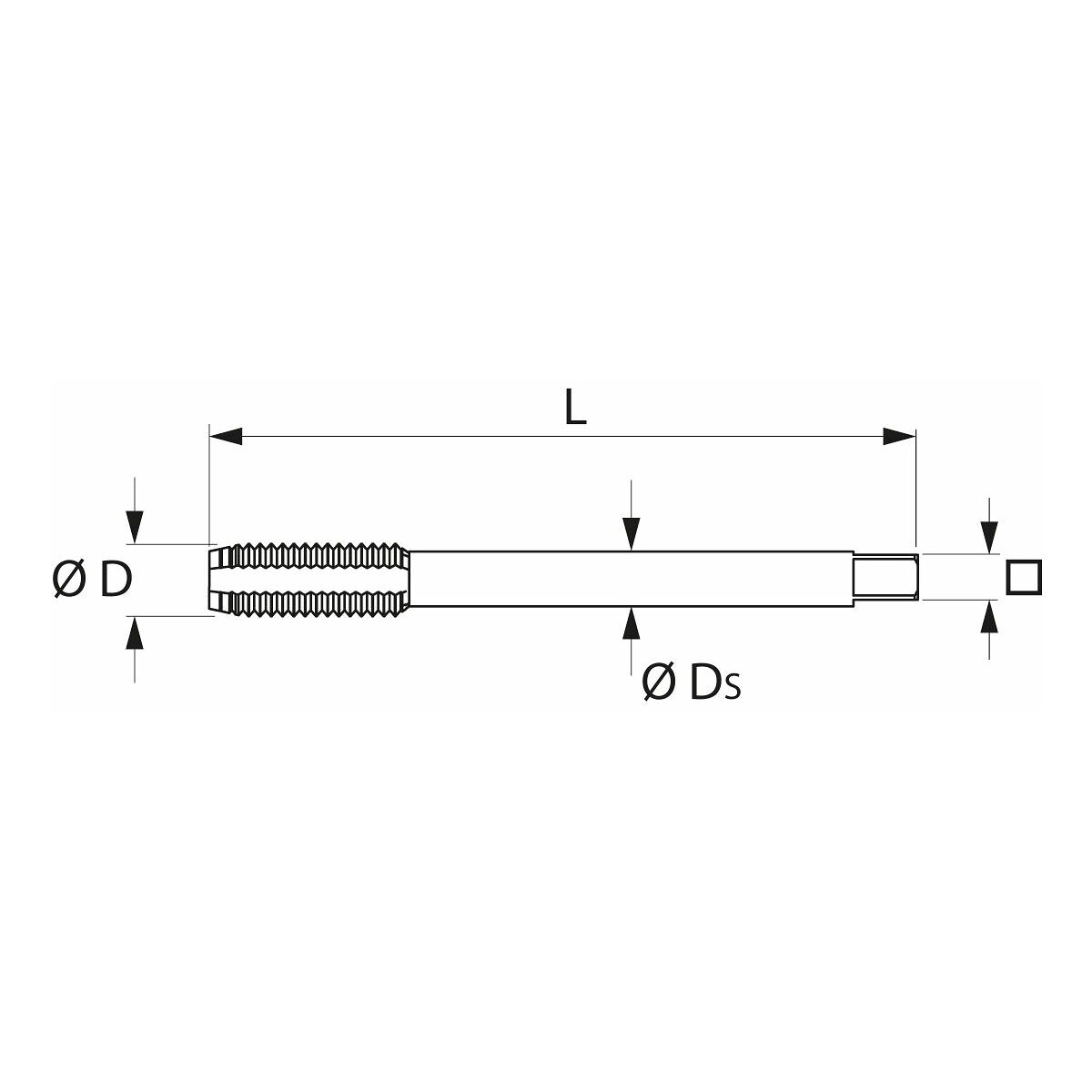
| ⌀ Filettatura | 9,73 mm | |
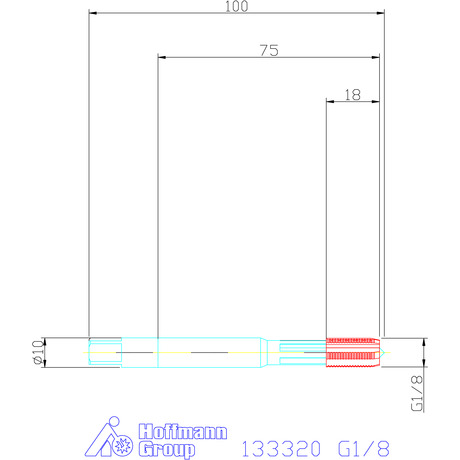
| Lunghezza complessiva L | 100 mm | |
| ⌀ Codolo Ds | 10 mm | |
| Quadro del codolo □ | 8 mm | |
| ⌀ Preforo | 8,8 mm | |
| Tipo di utensile di filettatura | Maschi a macchina per i lavori dinamici | |
| Numero di scanalature per i trucioli | 5 | |
| Colore collarino | rosso | |
| Numero taglienti Z | 5 | |
| Profondità filettatura | 14,6 mm | |
| Tipo di prodotto | Maschi a filettare |
| Codice articolo | 133320 G1/8 | |
| EAN / GTIN | 4045197074577 | |
| Codice del produttore | 133320 G1/8 |








