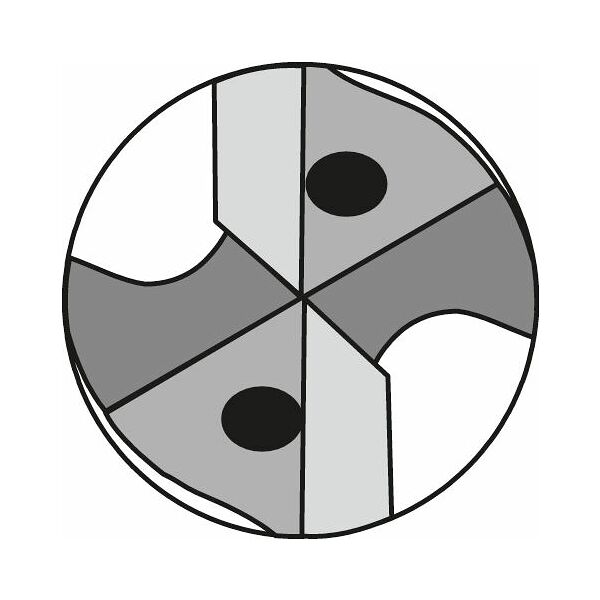
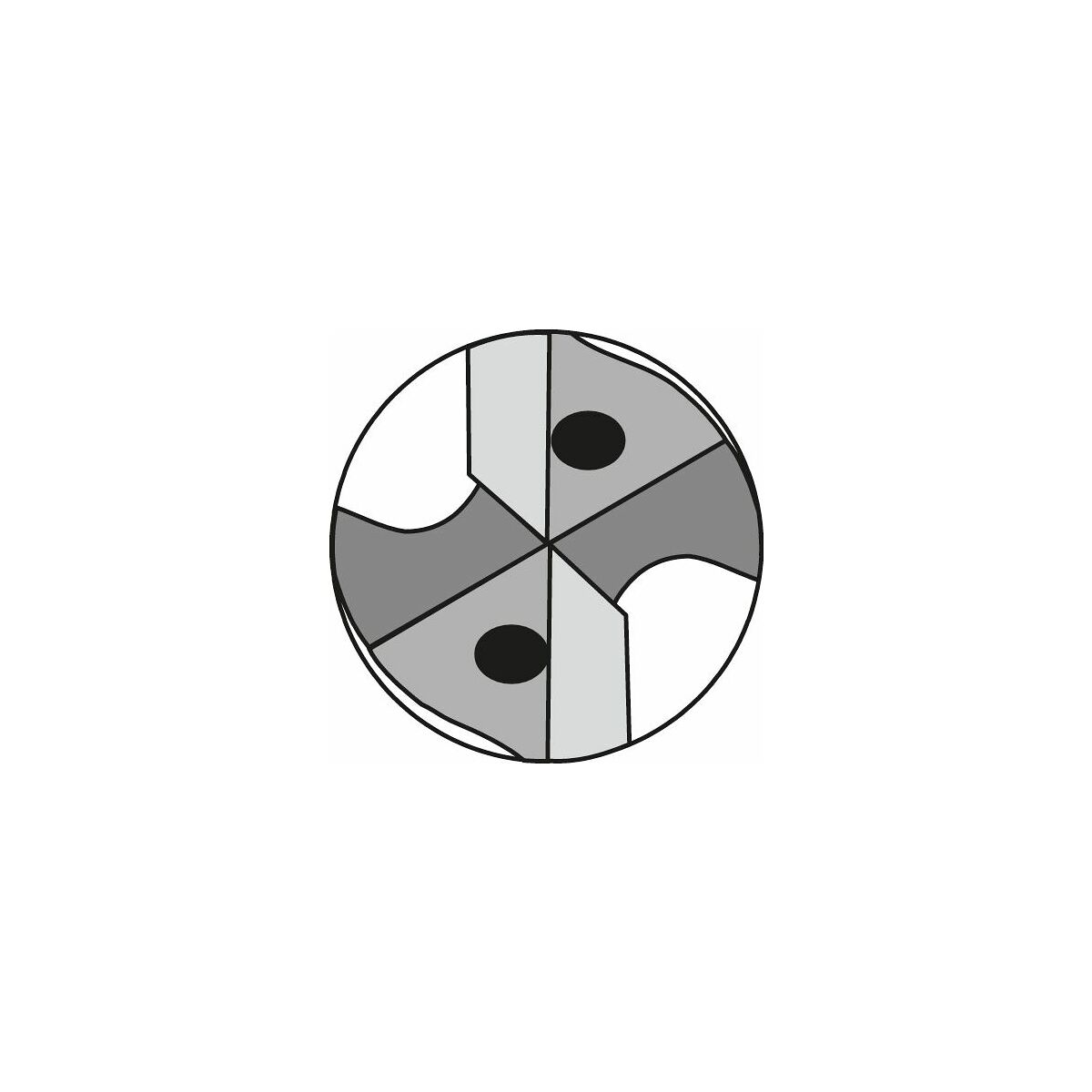
Ausführung:
Hochleistungs-Mikrobohrer für den universellen Materialeinsatz mit dem Schwerpunkt Stahlbearbeitung. Maximale Prozesssicherheit durch exakt aufeinander abgestimmte Werkzeuge des Gesamtsytems und verbreiterte Führungsfase. Bohren kleinster Durchmesser bis auf Maximaltiefe nach vorgelagerter Pilotbohrung. Optimaler Kompromiss aus Kerndurchmesser und Spanraumgröße für optimalen Späneabtransport - auch bei längerspanenden Materialien. Gesteigerte Zeitspanvolumina und Standzeiten führen zu einem wirtschaftlichen Bohrprozess, auch bei geringsten Bohrdurchmessern bei gleichzeitig großem L/D-Verhältnis.
Hinweis:
Zum prozesssicheren Einsatz der Mikrobohrer ab 8×D ist eine
Pilotbohrung von
mindestens 4×D mit dem Mikro-Pilotbohrer
121223 erforderlich. Bei vertikaler Bearbeitung und planer Werkstückoberfläche kann ab D
C =⌀ 1 mm bis zu einer Länge von 12×D auf eine Pilotbohrung verzichtet werden. Bitte achten Sie stets auf
Spänefreiheit der Pilotbohrung vor Einsatz des nachfolgenden Bohrwerkzeugs. Wir empfehlen das Setzen einer 90°-Senkung mit entsprechend geeignetem NC-Anbohrer, nach erfolgter Pilotbohrung. Bei kritischen Anwendungen (z. B. höchstmögliche Fertigungsgenauigkeit, minimale Gratbildung, reduzierter Kühlmitteldruck) Vorschub des Werkzeugs vor Materialein- und -austritt um 50% reduzieren. Langspanende Materialien erfordern im Bedarfsfall ein
Entspänen in Schritten von jeweils 3×D mit einer minimalen Rückzugsbewegung auf Pilotbohrungstiefe. Bitte achten Sie auf geeignete
Werkzeugspannmittel (Schrumpffutter, Hydrodehn-Spannfutter) mit einer Rundlaufgenauigkeit von weniger als 0,003 mm, einen ausreichend hohen
Kühlmitteldruck (mindestens 30 bar), sowie eine ausreichend feine
Filtration des Kühlmediums (D
C <⌀ 2 mm mit Filter ≤ 0,010 mm ; D
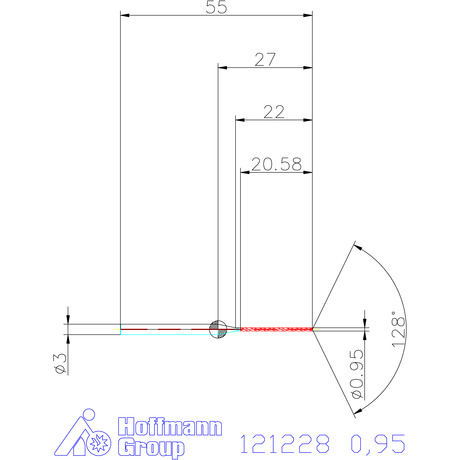
C <⌀ 3 mm Filter ≤ 0,020 mm). Das angegebene L/D-Verhältnis entspricht der
minimal erreichbaren Bohrtiefe mit dem jeweiligen Mikrobohrer.
Spannutenlänge L
C = L
2 + 1,5 × D
C.