





{{ name }}
Codice art. {{ combinedCodeWithHighlight }}
Codice materiale:
EAN / GTIN:
Codice del produttore:
| Serie | MasterSteel | |
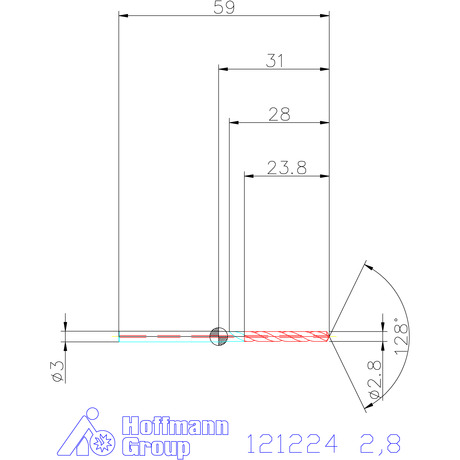
| ⌀ Nominale DC | 2,8 mm | |
| Rivestimento | AlCrN | |
| Materiale da taglio | HMI | |
| Normativa | Norma interna | |
| Esecuzione | 8×D | |
| Tolleranza ⌀ nominale | h6 | |
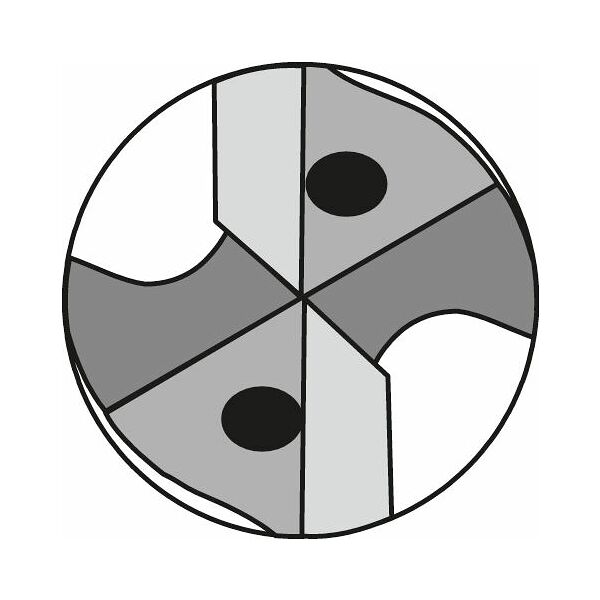
| Numero taglienti Z | 2 | |
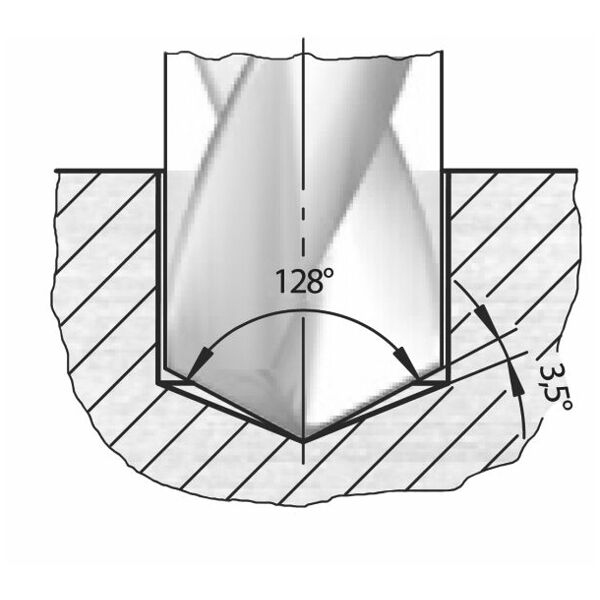
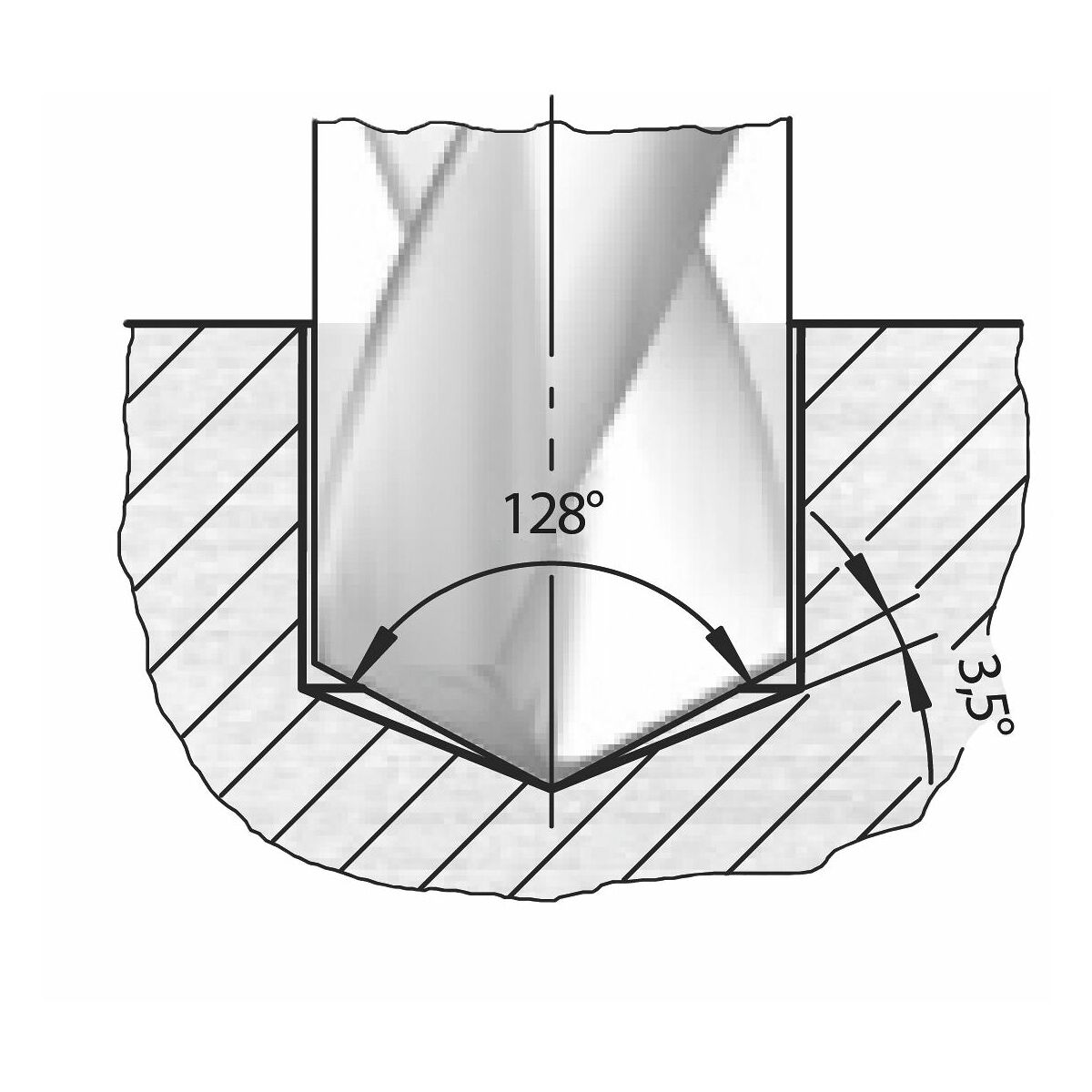
| Angolo di affilatura | 128 grado | |
| Profondità di foratura massima consigliata L2 | 23,8 mm | |
| Codolo | DIN 6535 HA con h6 | |
| Passaggio interno per LR | sì, con 40 bar | |
| Strategia di truciolatura | HPC | |
| Necessaria una punta pilota | sì, punta pilota | |
| Semi-standard | sì | |
| Lunghezza scanalatura per trucioli Lc | 28 mm | |
| Lunghezza complessiva L | 59 mm | |
| ⌀ Codolo Ds | 3 mm | |
| Avanzamento f in acciaio < 1100 N/mm2 | 0,115 mm/gir. | |
| Avanzamento f in INOX < 900 N/mm2 | 0,08 mm/gir. | |
| Colore collarino | verde | |
| Tipo di prodotto | Punta elicoidale |
| Codice articolo | 121224 2,8 | |
| EAN / GTIN | 4062406580483 | |
| Codice del produttore | 121224 2,8 |













