





{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
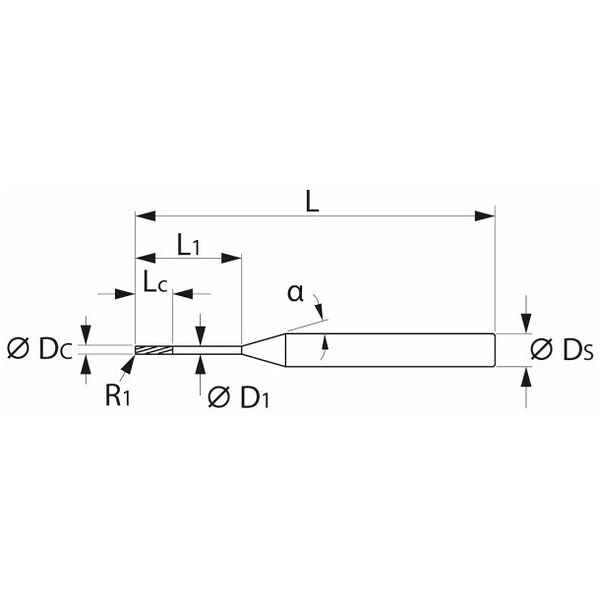
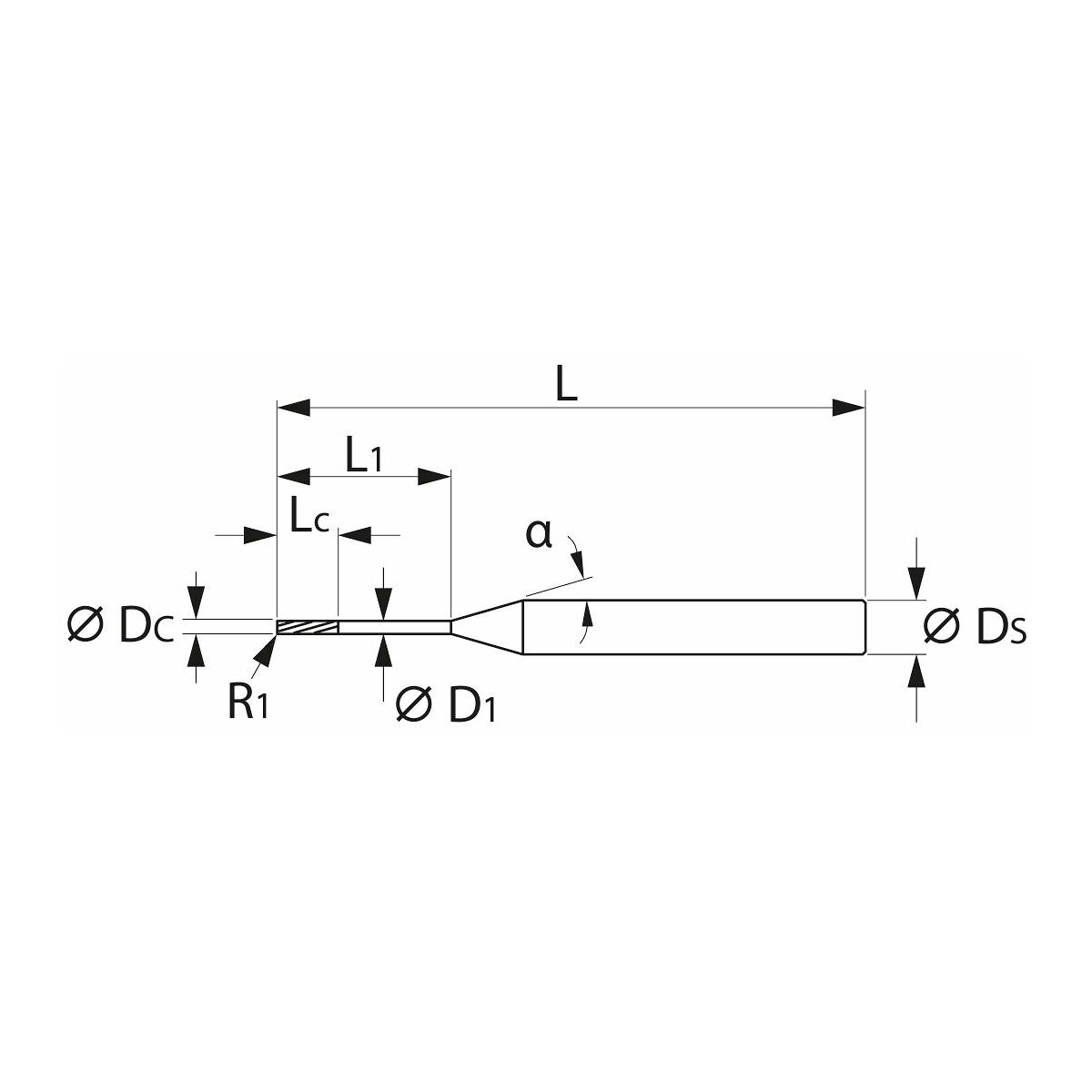
| Schneiden-⌀ DC | 2 mm | |
| Beschichtung | Diamant | |
| Schneidstoff | VHM | |
| Norm | Werksnorm | |
| Toleranz Nenn-⌀ | 0 / −0,005 | |
| Zähnezahl Z | 2 | |
| Spiralwinkel | 30 Grad | |
| Zustellrichtung | horizontal, schräg und vertikal | |
| Eingriffsbreite ae bei Fräsoperation | 0,5×D bei Besäumen; 0,05×D bei Kopierfräsen | |
| Schaft | DIN 6535 HA mit h5 | |
| Innenkühlung | nein | |
| Schneidenlänge Lc | 2 mm | |
| Schneidenradius R1 | 0,2 mm | |
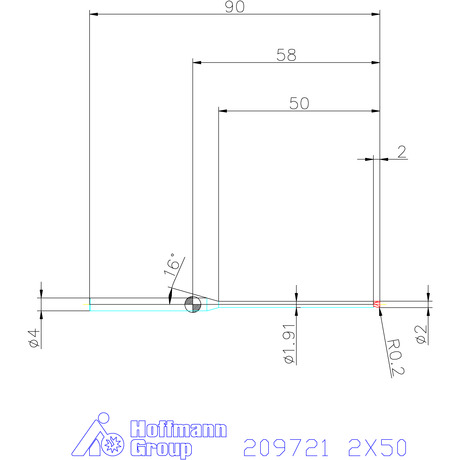
| Auskraglänge L1 inkl. Freistellung | 50 mm | |
| Freistellungs-⌀ D1 | 1,91 mm | |
| Gesamtlänge L | 90 mm | |
| Schaft-⌀ Ds | 4 mm | |
| Vorschub fz für Besäumen in Graphit | 0,025 mm | |
| Vorschub fz für Kopierfräsen in Graphit | 0,025 mm | |
| Korrekturfaktor ap korr | 0,08 | |
| Farbring | schwarz | |
| Produktart | Torusfräser |
| Artikelnummer | 209721 2X50 | |
| EAN / GTIN | 4045197918789 | |
| Herstellernummer | 209721 2X50 | |
| Hersteller | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













