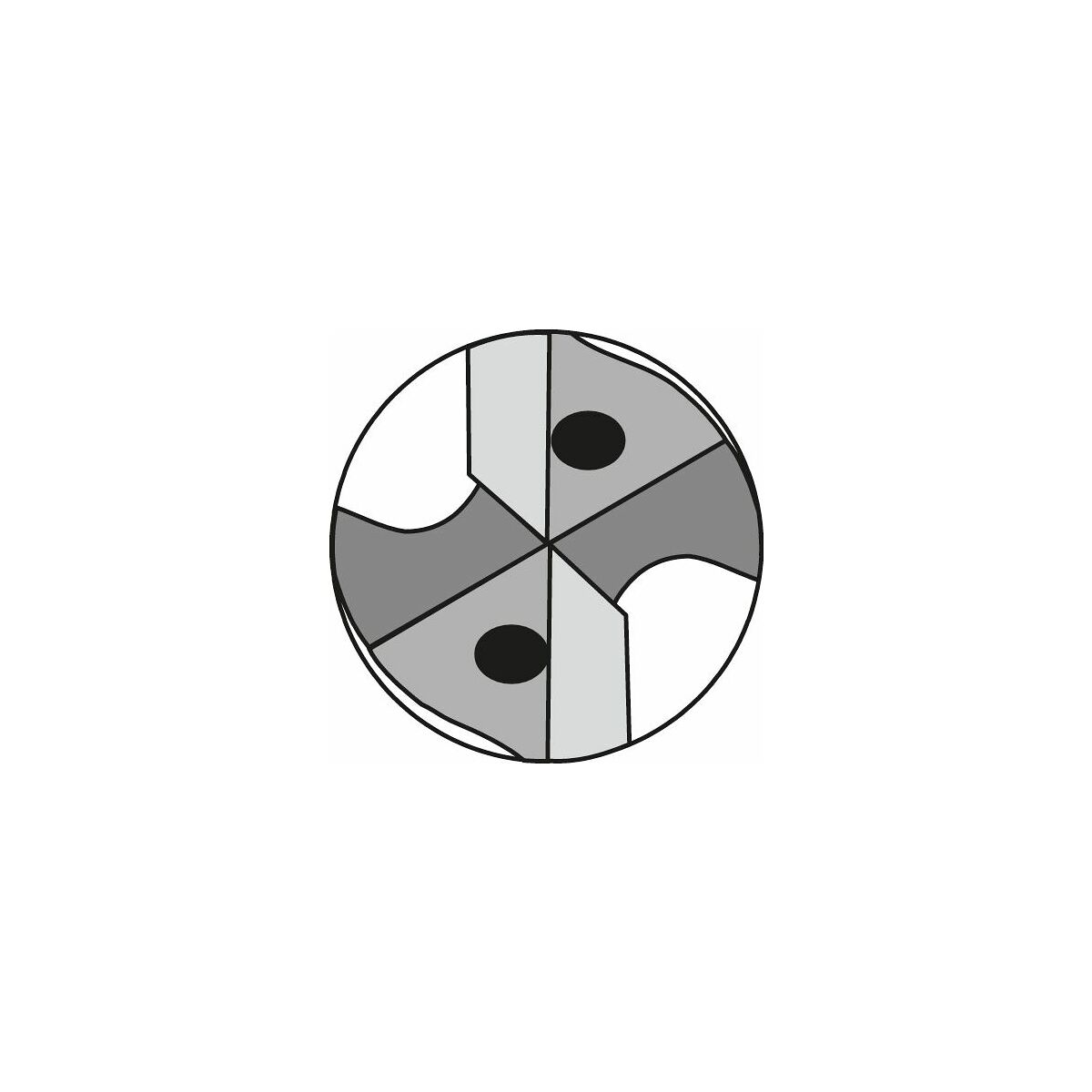
Uitvoering:
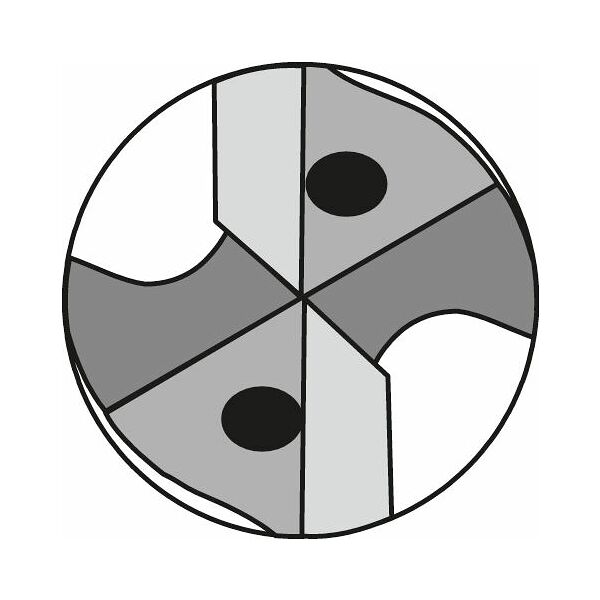
Hoogrendement-microboor voor universeel gebruik van materiaal met het accent op staalbewerking. Maximale proceszekerheid door exact op elkaar afgestemde gereedschappen van het totale systeem en verbrede geleidingsfase. Boren van zeer kleine diameters tot maximale diepte na voorgelagerde pilotboring. Optimaal compromis tussen kerndiameter en spaanruimtegrootte voor een optimale spaanafvoer - ook bij langer verspanende materialen. Verhoogde verspaningsvolumes en standtijden zorgen voor een efficiënt boorproces, ook bij zeer kleine boringdiameters met een grote L/D-verhouding.
Tip:
Voor een proceszeker gebruik van de microboren vanaf 8×D is een
pilotboring van
minstens 4×D met de micro-pilotboor
121223 noodzakelijk. Bij verticale bewerking en een vlak werkstukoppervlak kan vanaf D
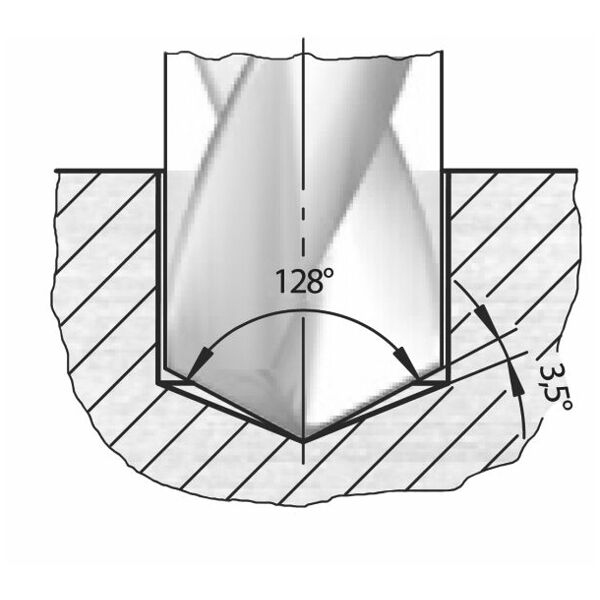
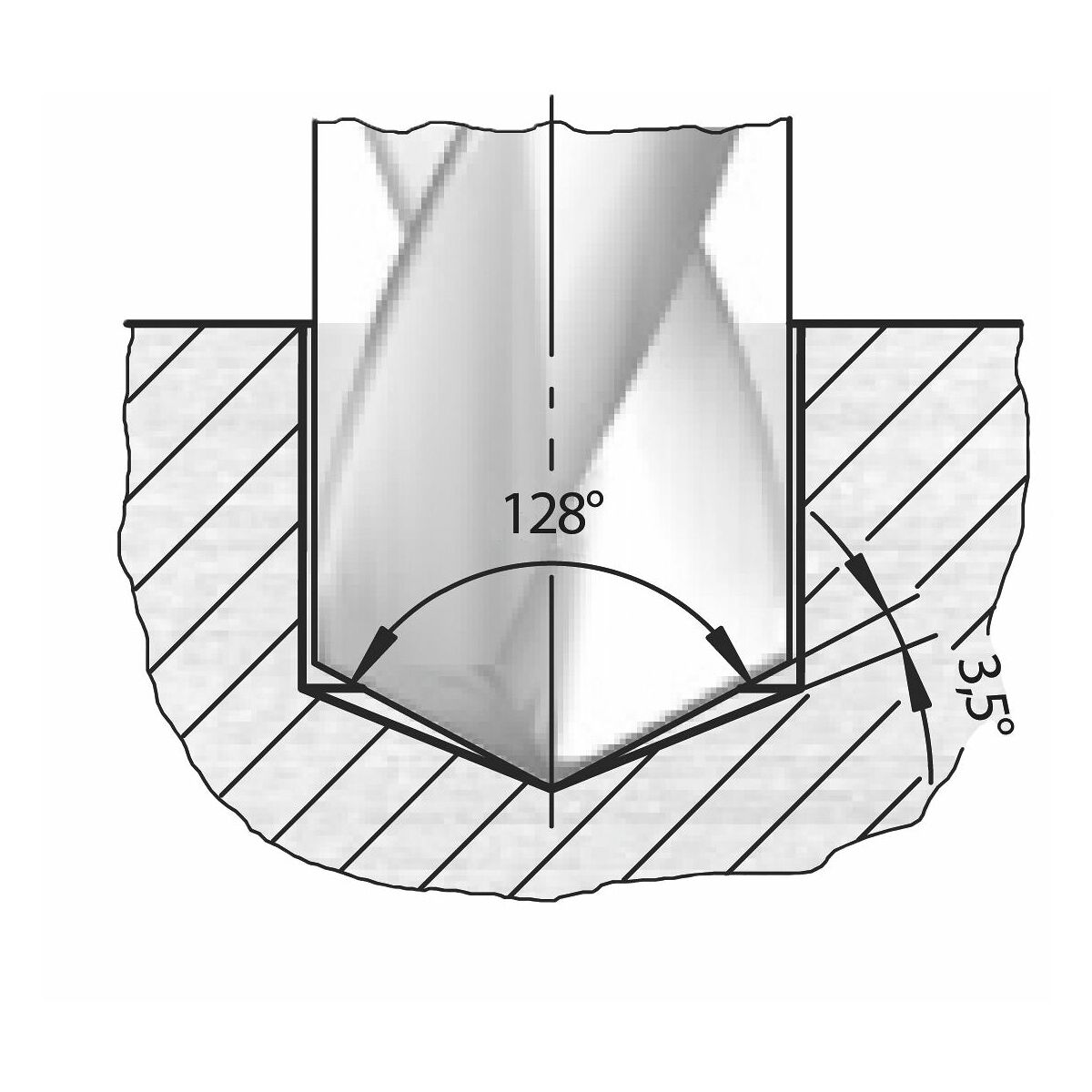
C =⌀ 1 mm tot een maximale lengte van 12×D worden afgezien van een pilotboring. Let altijd op
spaanvrijheid van de pilotboring vóór gebruik van het volgende boorgereedschap. Wij adviseren het uitvoeren van een 90°-verzinking met overeenkomstig geschikte NC-centreerboor, na geslaagde pilotboring. Bij kritische toepassingen (bijv. maximale productienauwkeurigheid, minimale braamvorming, gereduceerde koelvloeistofdruk) voeding van het gereedschap vóór materiaalingang en -uitgang met 50% reduceren. Langspanende materialen vereisen zo nodig het
ontspanen in stappen van telkens 3×D met een minimale terugtrekbeweging op pilotboringsdiepte. Let op geschikte
gereedschapsspanmiddelen (krimphouder, hydrodehn-spanhouder) met een rondloopnauwkeurigheid van minder dan 0,003 mm, een voldoende hoge
koelvloeistofdruk (ten minste 30 bar), en een voldoende fijne
filtering van het koelmedium (D
C <⌀ 2 mm met filter ≤ 0,010 mm; D
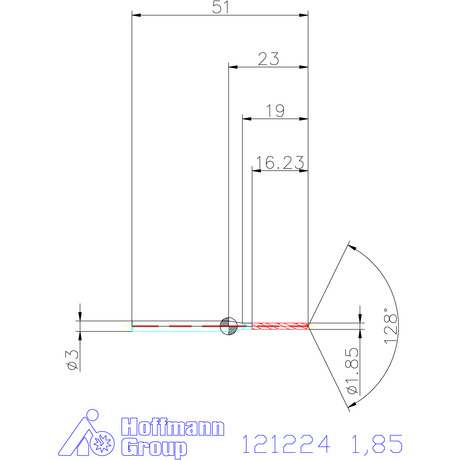
C <⌀ 3 mm filter ≤ 0,020 mm). De aangegeven L/D-verhouding komt overeen met de
minimaal bereikbare boordiepte met de desbetreffende microboor.
Spaangroeflengte L
C = L
2 + 1,5 × D
C.