



















{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
| Serie | Diabolo | |
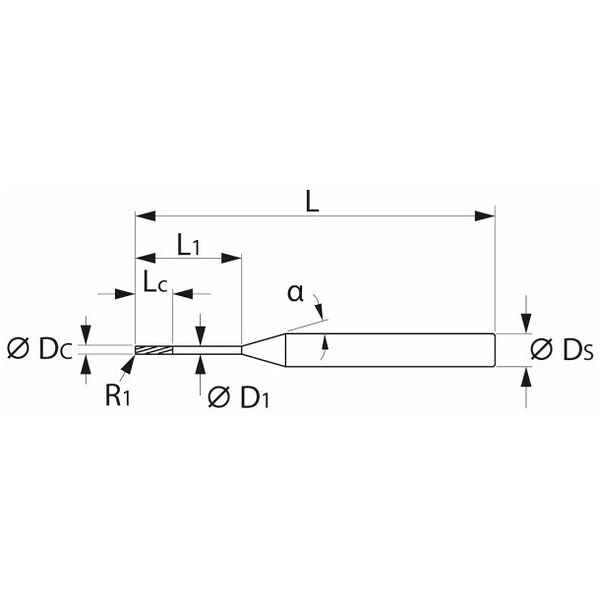
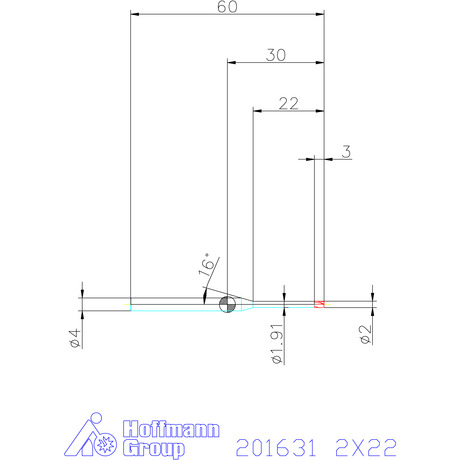
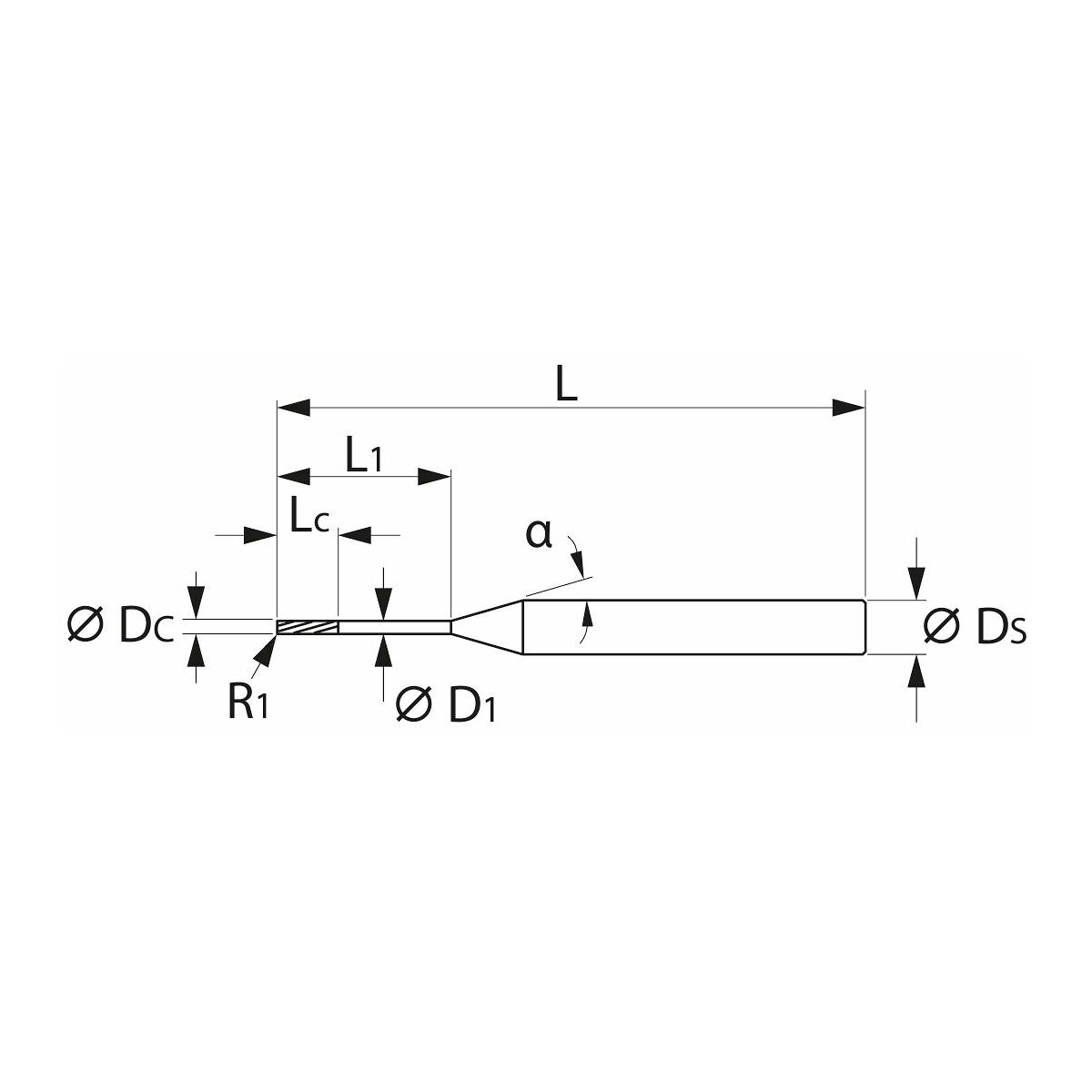
| Skär-⌀ DC | 2 mm | |
| Beläggning | TiAlN | |
| Skärmaterial | VHM | |
| Norm | Verkstadsnorm | |
| Typ | H | |
| Tolerans nom.-⌀ | 0 / −0,005 | |
| Tandantal Z | 2 | |
| Spiralvinkel | 30 grad | |
| Matningsriktning | horisontell, sned och vertikal | |
| Ingreppsbredd ae vid fräsoperation | fullspår sågdjup 1×D; 0,1×D vid valsfräsning | |
| Skaft | DIN 6535 HA med h5 | |
| Invändig | nej | |
| Skärlängd Lc | 3 mm | |
| Utkragningslängd L1 inkl. friställning | 22 mm | |
| Friställningsdiameter D1 | 1,91 mm | |
| totallängd L | 60 mm | |
| Skaftdiameter Ds | 4 mm | |
| Hörnfasvinkel | 90 grad | |
| Matning fz för spårfräsning i stål < 65 HRC | 0,02 mm | |
| Matning fz för valsfräsning i stål < 65 HRC | 0,025 mm | |
| Korrigeringsfaktor ap korr | 0,5 | |
| Färgring | röd | |
| Produktslag | Hörnfräs |
| Article number | 201631 2X22 | |
| EAN / GTIN | 4045197933218 | |
| Manufacturer number | 201631 2X22 |
















