

{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
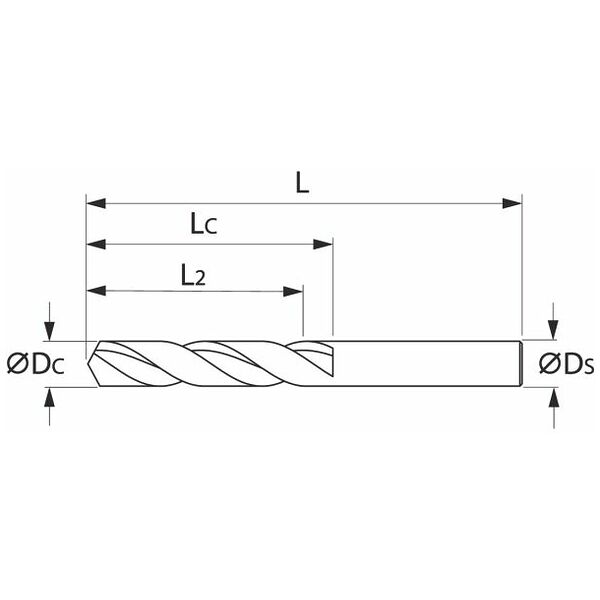
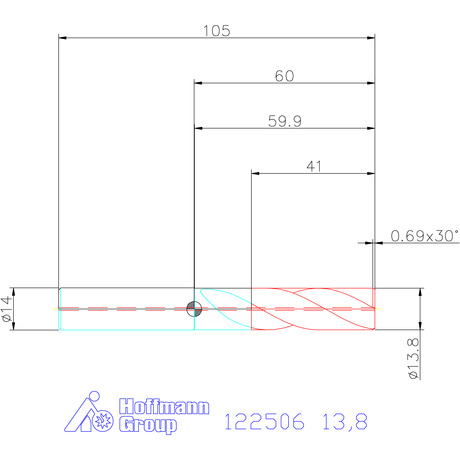
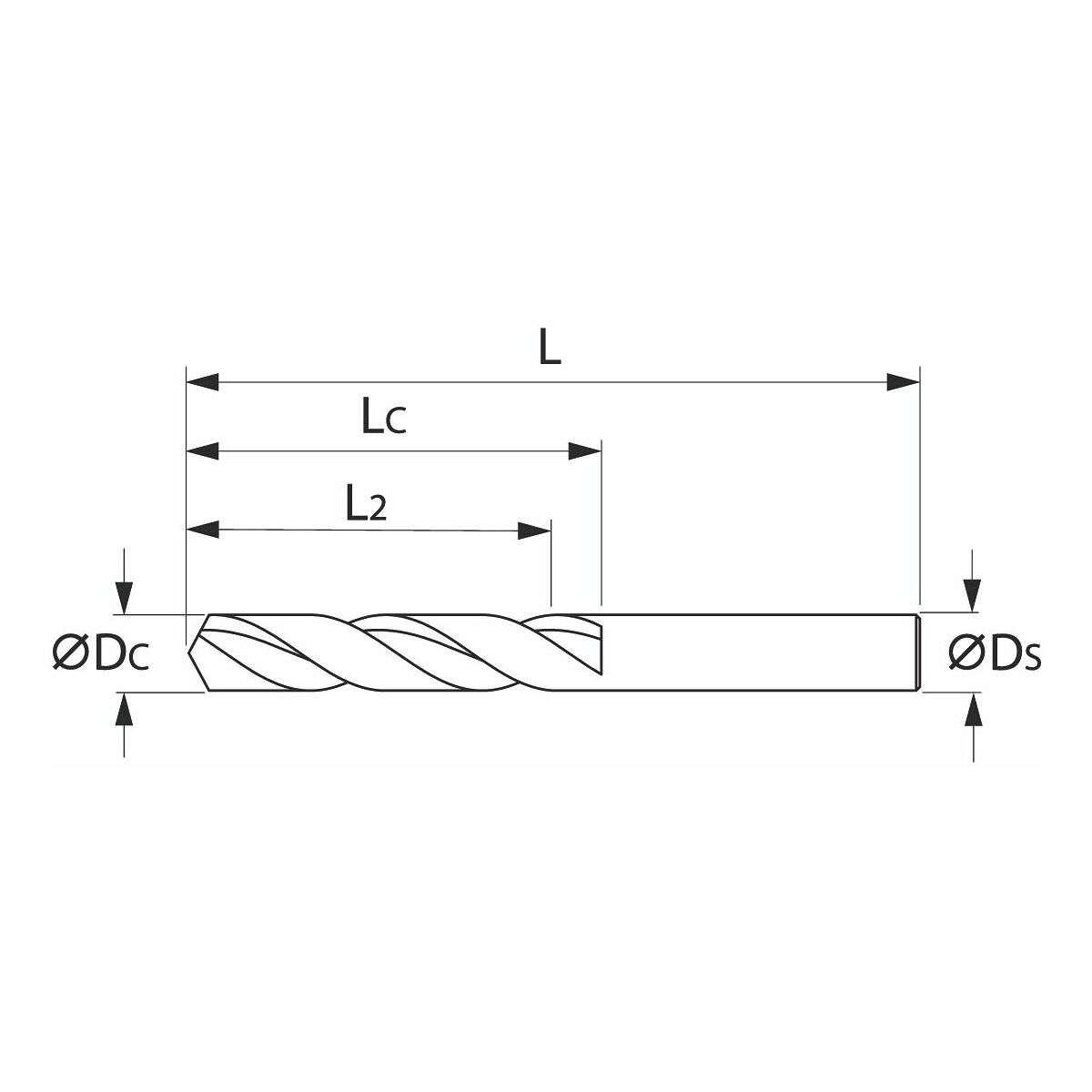
| Nominal ⌀ DC | 13.8 mm | |
| Coating | TiAlN | |
| Tool material | Solid carbide | |
| Standard | Manufacturer’s standard | |
| Version | 3×D | |
| Tolerance nominal ⌀ | m7 | |
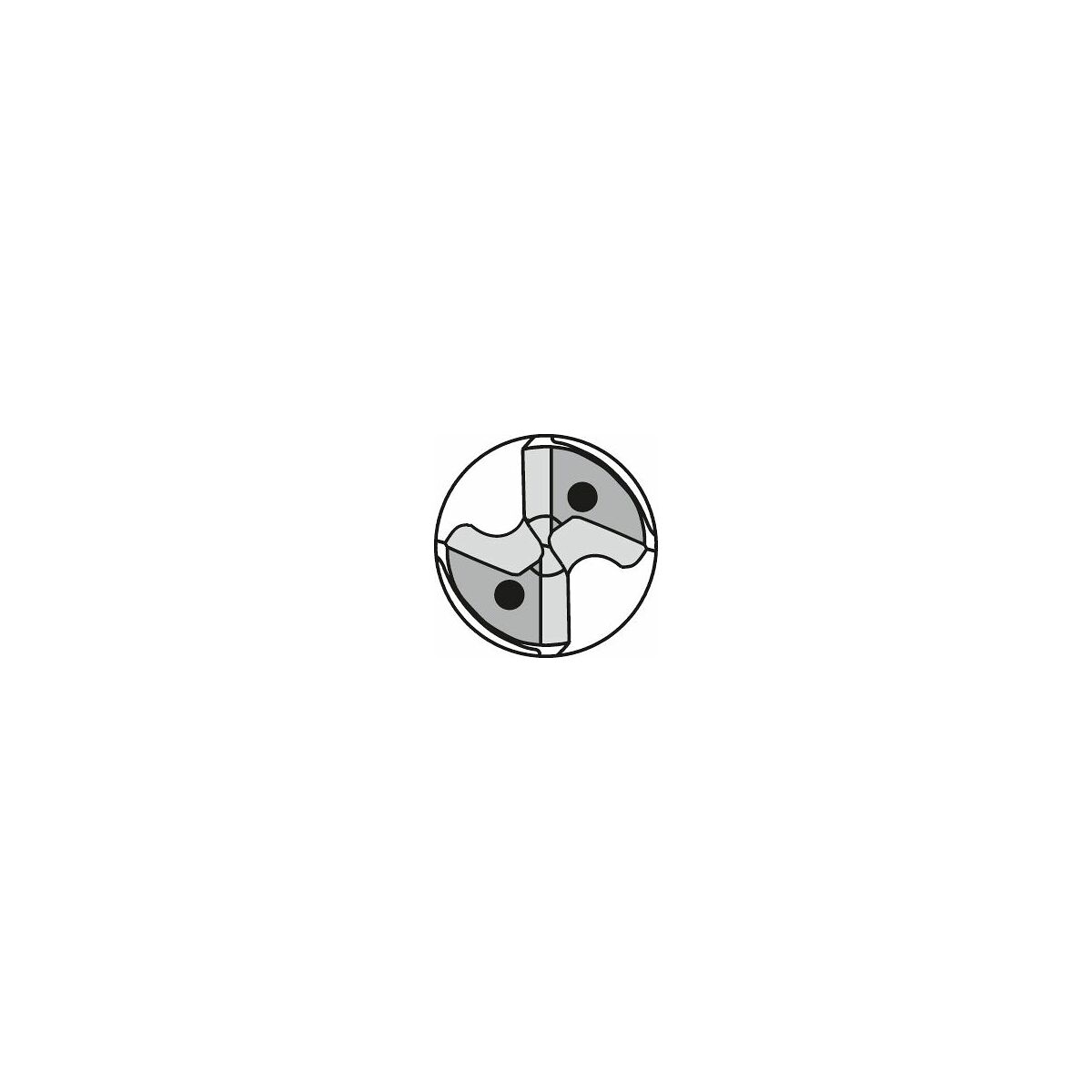
| Number of cutting edges Z | 2 | |
| Point angle | 180 degrees | |
| recommended maximum drilling depth L2 | 37.3 mm | |
| Shank | DIN 6535 HA to h6 | |
| Use for drilling | limited convexity; limited cross-drilling; limited oblique spot drilling | |
| Through-coolant | yes, with 25 bar | |
| Pilot drill required | yes, pilot drill | |
| Semi-Standard | yes | |
| Flute length Lc | 58 mm | |
| Overall length L | 105 mm | |
| Shank ⌀ Ds | 14 mm | |
| Shank tolerance | h6 | |
| Feed f in steel < 900 N/mm2 | 0.16 mm/rev. | |
| Colour ring | green | |
| Type of product | Jobber drill |
| Article number | 122506 13,8 | |
| EAN / GTIN | 4062406090173 | |
| Manufacturer number | 122506 13,8 |









