Leírás:
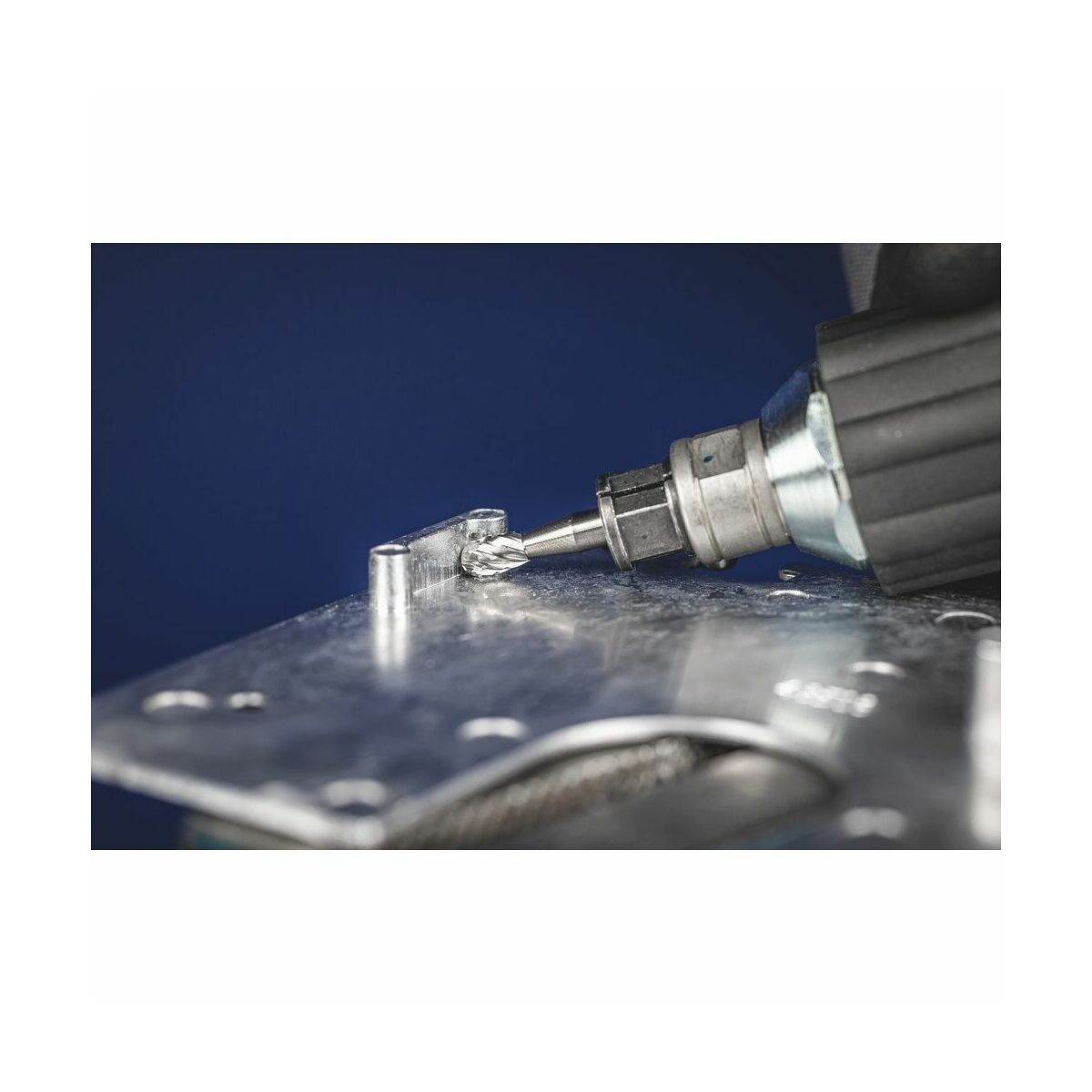
Az innovatív ALLROUND fogazással a PFERD egyedi marókat fejlesztett ki a legfontosabb anyagok, például acél és öntött acél, rozsdamentes acél (INOX), színesfémek és öntöttvas sokoldalú használatára. Az ALLROUND fogrendszer a bevált 3 PLUS fogrendszer minden előnyével rendelkezik, de a vágási teljesítményt tekintve akár 30%-kal felülmúlja azt, ha acélon használják. Kényelmes munkavégzést tesz lehetővé csökkentett rezgésekkel és kevesebb zajjal. Ezenkívül az ALLROUND fogazást érezhető időmegtakarítás és nagyfokú gazdaságosság jellemzi. A DIN 8032 szerinti könnycsepp alakú vágógép.
Jellemző:
- Radius sarokkialakítás: 3,7 mm
- RPM, szürke öntöttvas, fehér öntöttvas: 18000 RPM
- 1 200 N/mm² feletti edzett edzett acélok FORDULATSZÁM: 10000 RPM
- Kemény nemvasfémek FORDULATSZÁMA: 18000 RPM
- FORDULATSZÁM, rozsda- és saválló acélok: 18000 RPM
- Lágy nemvasfémek FORDULATSZÁMA: 18000 RPM
- FORDULATSZÁM, acélok-től 1 200 N/mm²-ig: 18000 RPM
- RPM BIS, szürke öntöttvas, fehér öntöttvas: 36000 RPM
- FORDULATSZÁM BIS, edzett edzett acélok 1 200 N/mm² felett: 18000 RPM
- RPM BIS, kemény nemvasfémek: 24000 RPM
- FORDULATSZÁM BIS, rozsda- és saválló acélok: 24000 RPM
- RPM BIS, lágy nemvasfémek: 30000 RPM
- FORD/PERC BIS, acélok - 1 200 N/mm²: 30000 RPM
- Fogazás: TELJES KÖRŰ
- Ø külső metrikus: 8 mm
- Ø metrikus tengely: 6 mm
- Hossz, fogazott: 13 mm
- Hossz, teljes: 53 mm
Előny:
- Jelentősen nagyobb vágási teljesítmény, mint a hagyományos keresztfogú vágócsapok.
- Költség- és időmegtakarítás a legfontosabb anyagok nagyon magas eltávolítási aránya miatt.
- Kényelmes munkavégzés a csökkentett rezgéseknek és a kevesebb zajnak köszönhetően.
- A pontos koncentritásnak köszönhetően az ütésmentes munkavégzés zajok nélkül is lehetséges. Ez jelentősen csökkenti a szerszám- és szerszámmeghajtó kopás-ját.
Felhasználás:
- Alkalmazási javaslatok: Ha lehetséges, a rezgések elkerülése érdekében használja a szerszámokat nagy teljesítményű meghajtókon, rugalmasan felszerelt orsókkal. Tartsa be a sebességi ajánlásokat. A vágócsapok gazdaságos betét-je esetén a munkát a felső fordulatszám/vágási sebesség tartományban végzik. Használjon 8 mm-es szárátmérő-vel ellátott vágócsapokat a 300 W-os vagy annál nagyobb teljesítményű meghajtókon.
- Feldolgozási feladatok: Áttörések készítése; sorjázás; szintezés; marás; marás; Felületi megmunkálás; hegesztési megmunkálás
- Meghajtási típusok: Hajlító tengely hajtás; szerszámgép; robot; álló gépek; egyenes csiszoló
Alapanyag:
- Megmunkálható anyagok:
- Temperöntvény
- Fekete temperöntvény (GTS, GJMB)
- Sárgaréz
- Bronz
- Betétedzhető acélok
- Öntöttvas
- Acélöntvény
- Vörösréz
- Szürke/gömbgrafitos öntöttvas (GG/GJL, GGGG/GJS)
- Alumínium ötvözetek kemény
- Nemvasfém kemény
- Edzett, edzett acélok 1 200 N/mm²-nél (< 38 HRC)
- Nemvasfém puha
- Nemesacél (INOX)
- Acél
- Acél, acél öntvény
- 54 HRC-t meghaladó keménységű acélanyagok
- acélok max. 1 200 N/mm² (< 38 HRC)
- acélok 700 N/mm² felett (> 220 HB)
- acélok legfeljebb 700 N/mm² (< 220 HB)
- Titan
- Titánötvözetek
- Szerszámacélok
- Fehér temperöntvény (GTW, GJMW)
- Cink
Figyelem:
- A nagyon nagy vágási teljesítmény miatt a tengely elszíneződhet. Ez nem jelent biztonsági kockázatot.