Leírás:
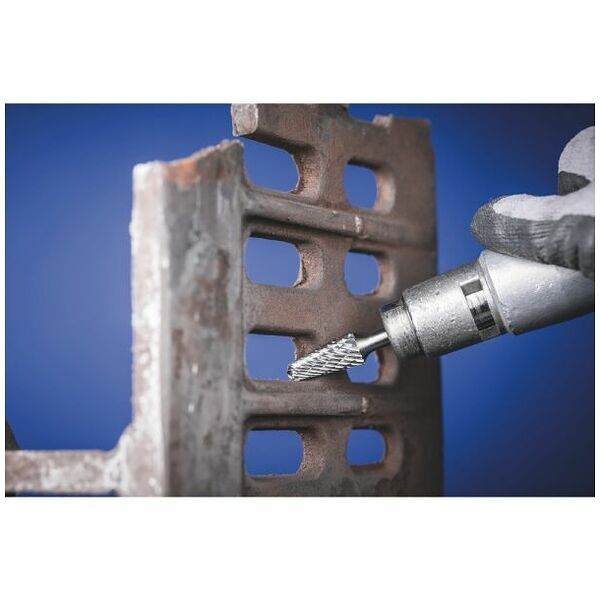
Az innovatív ALLROUND fogazással a PFERD egyedi marókat fejlesztett ki a legfontosabb anyagok, például acél és öntött acél, rozsdamentes acél (INOX), színesfémek és öntöttvas sokoldalú használatára. Az ALLROUND fogrendszer a bevált 3 PLUS fogrendszer minden előnyével rendelkezik, de a vágási teljesítményt tekintve akár 30%-kal felülmúlja azt, ha acélon használják. Kényelmes munkavégzést tesz lehetővé csökkentett rezgésekkel és kevesebb zajjal. Ezenkívül az ALLROUND fogazást érezhető időmegtakarítás és nagyfokú gazdaságosság jellemzi. csiszolósapka tartó kúpos vágószerszám DIN 8032 szerinti kerek hegyű vágószárral.
Jellemző:
- Radius sarokkialakítás: 1,25 mm
- RPM, szürke öntöttvas, fehér öntöttvas: 18000 RPM
- 1 200 N/mm² feletti edzett edzett acélok FORDULATSZÁM: 10000 RPM
- Kemény nemvasfémek FORDULATSZÁMA: 18000 RPM
- FORDULATSZÁM, rozsda- és saválló acélok: 18000 RPM
- Lágy nemvasfémek FORDULATSZÁMA: 18000 RPM
- FORDULATSZÁM, acélok-től 1 200 N/mm²-ig: 18000 RPM
- RPM BIS, szürke öntöttvas, fehér öntöttvas: 36000 RPM
- FORDULATSZÁM BIS, edzett edzett acélok 1 200 N/mm² felett: 18000 RPM
- RPM BIS, kemény nemvasfémek: 24000 RPM
- FORDULATSZÁM BIS, rozsda- és saválló acélok: 24000 RPM
- RPM BIS, lágy nemvasfémek: 30000 RPM
- FORD/PERC BIS, acélok - 1 200 N/mm²: 30000 RPM
- Fogazás: TELJES KÖRŰ
- Ø külső metrikus: 8 mm
- Ø metrikus tengely: 6 mm
- derékszög: 16 °
- Hossz, fogazott: 20 mm
- Hossz, teljes: 60 mm
Előny:
- Jelentősen nagyobb vágási teljesítmény, mint a hagyományos keresztfogú vágócsapok.
- Költség- és időmegtakarítás a legfontosabb anyagok nagyon magas eltávolítási aránya miatt.
- Kényelmes munkavégzés a csökkentett rezgéseknek és a kevesebb zajnak köszönhetően.
- A pontos koncentritásnak köszönhetően az ütésmentes munkavégzés zajok nélkül is lehetséges. Ez jelentősen csökkenti a szerszám- és szerszámmeghajtó kopás-ját.
Felhasználás:
- Alkalmazási javaslatok: Ha lehetséges, a rezgések elkerülése érdekében használja a szerszámokat nagy teljesítményű meghajtókon, rugalmasan felszerelt orsókkal. Tartsa be a sebességi ajánlásokat. Ha a vágócsap átmérőjének legkisebb tartománya eléri a betét értéket, az ajánlott sebesség ennek megfelelően növelhető. A vágócsapok gazdaságos betét-je esetén a munkát a felső fordulatszám/vágási sebesség tartományban végzik. Használjon 8 mm-es szárátmérő-vel ellátott vágócsapokat a 300 W-os vagy annál nagyobb teljesítményű meghajtókon.
- Feldolgozási feladatok: Áttörések készítése; sorjázás; szintezés; marás; marás; Felületi megmunkálás; hegesztési megmunkálás
- Meghajtási típusok: Hajlító tengely hajtás; szerszámgép; robot; álló gépek; egyenes csiszoló
Alapanyag:
- Megmunkálható anyagok:
- Temperöntvény
- Fekete temperöntvény (GTS, GJMB)
- Sárgaréz
- Bronz
- Betétedzhető acélok
- Öntöttvas
- Acélöntvény
- Vörösréz
- Szürke/gömbgrafitos öntöttvas (GG/GJL, GGGG/GJS)
- Alumínium ötvözetek kemény
- Nemvasfém kemény
- Edzett, edzett acélok 1 200 N/mm²-nél (< 38 HRC)
- Nemvasfém puha
- Nemesacél (INOX)
- Acél
- Acél, acél öntvény
- 54 HRC-t meghaladó keménységű acélanyagok
- acélok max. 1 200 N/mm² (< 38 HRC)
- acélok 700 N/mm² felett (> 220 HB)
- acélok legfeljebb 700 N/mm² (< 220 HB)
- Titan
- Titánötvözetek
- Szerszámacélok
- Fehér temperöntvény (GTW, GJMW)
- Cink
Figyelem:
- A nagyon nagy vágási teljesítmény miatt a tengely elszíneződhet. Ez nem jelent biztonsági kockázatot.