Leírás:
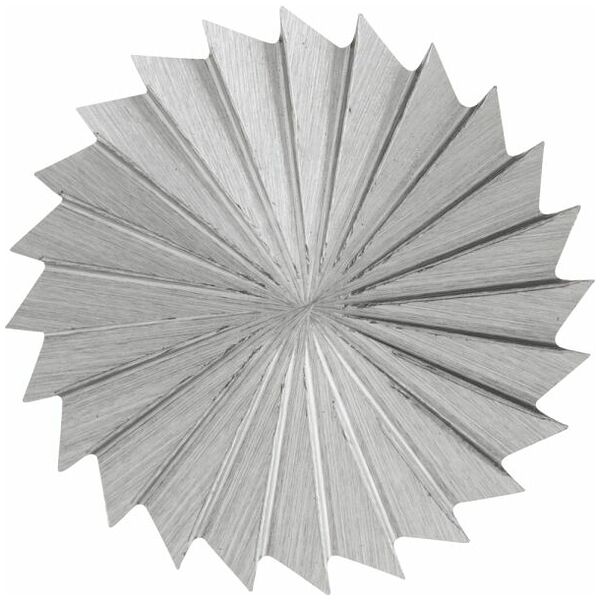
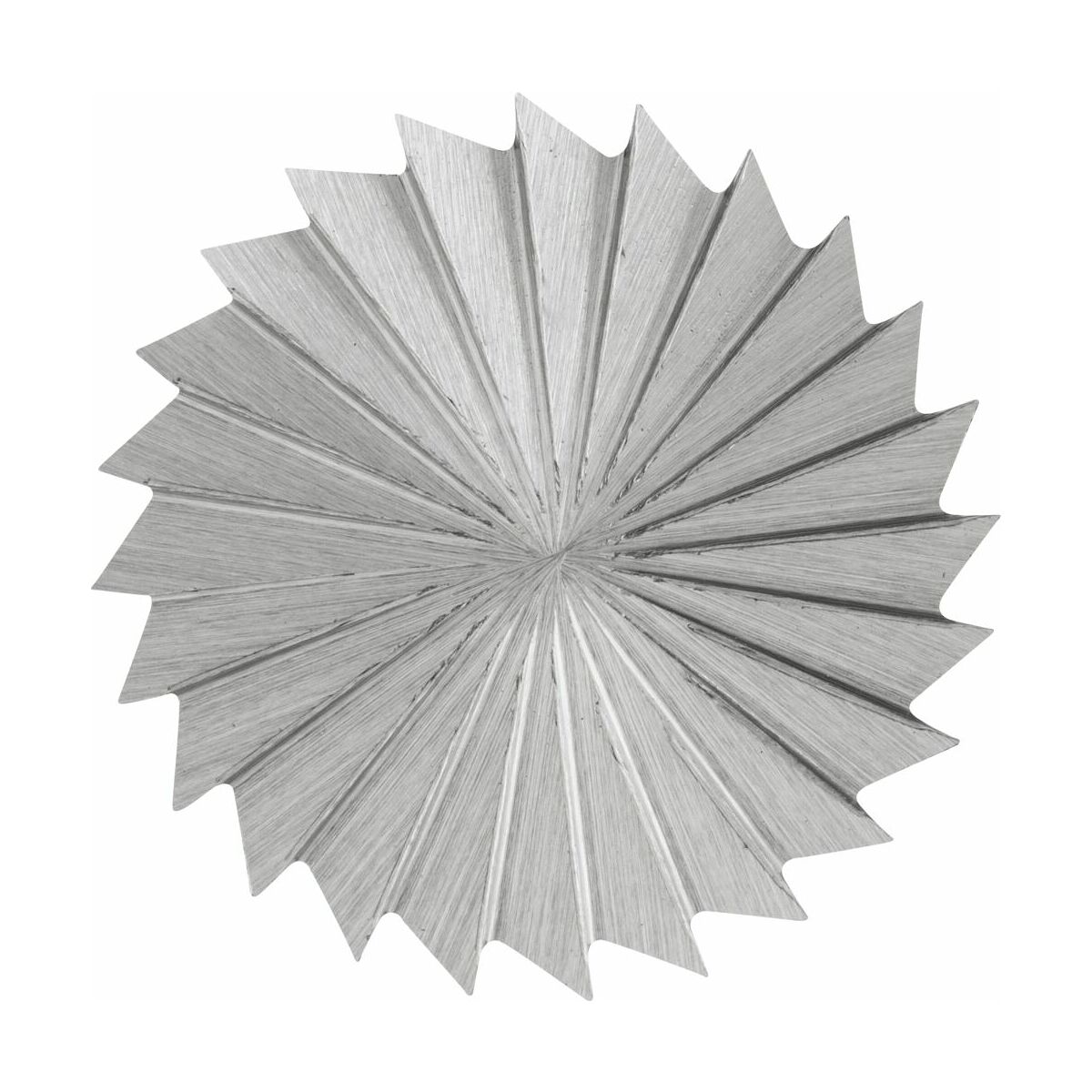
A 3. fogazat forgácstörővel van felszerelve, és különösen alkalmas acél, öntött acél és öntöttvas vágására. A vágócsap átmérőjétől függően 1 200 és 7 900 fordulat/perc közötti fordulatszám-tartományban használható. Tompa, kúpos, a szár felé kúposodó vágócsap, elülső fogazással.
Jellemző:
- RPM, szürke öntöttvas, fehér öntöttvas: 2200 RPM
- FORDULATSZÁM, acélok-től 1 200 N/mm²-ig: 2200 RPM
- RPM BIS, szürke öntöttvas, fehér öntöttvas: 2700 RPM
- FORD/PERC BIS, acélok - 1 200 N/mm²: 2700 RPM
- Fogazás: 3
- Ø külső metrikus: 12 mm
- Ø metrikus tengely: 6 mm
- derékszög: 20 °
- Hossz, fogazott: 13 mm
- Hossz, teljes: 53 mm
Előny:
- Magas agresszivitás.
- Alacsony sebességtartományban használható.
- Nagyon stabil fogvágás a gyorsacél (HSS) keménysége miatt.
- A pontos koncentritásnak köszönhetően az ütésmentes munkavégzés zajok nélkül is lehetséges. Ez jelentősen csökkenti a szerszám- és szerszámmeghajtó kopás-ját.
Felhasználás:
- Alkalmazási javaslatok: Ha a készülék nem tesz lehetővé nagy sebességet, használjon HSS vágócsapokat. A HSS marócsapok gazdaságos alternatívát jelenthetnek a keményfém marócsapokkal szemben az betét lágy anyagokon. A HSS vágócsapokat a keményfém vágócsapokkal szemben alacsonyabb sebességnél kell használni. Ha a vágócsap átmérőjének legkisebb tartománya eléri a betét értéket, az ajánlott sebesség ennek megfelelően növelhető.
- Feldolgozási feladatok: Áttörések készítése; sorjázás; szintezés; marás; marás;
- Meghajtási típusok: Hajlító tengely hajtás; szerszámgép; robot; álló gépek; egyenes csiszoló
Alapanyag:
- Megmunkálható anyagok:
- Temperöntvény
- Fekete temperöntvény (GTS, GJMB)
- Betétedzhető acélok
- Öntöttvas
- Acélöntvény
- Szürke/gömbgrafitos öntöttvas (GG/GJL, GGGG/GJS)
- Acél
- Acél, acél öntvény
- acélok max. 1 200 N/mm² (< 38 HRC)
- acélok 700 N/mm² felett (> 220 HB)
- acélok legfeljebb 700 N/mm² (< 220 HB)
- Szerszámacélok
- Fehér temperöntvény (GTW, GJMW)