Leírás:
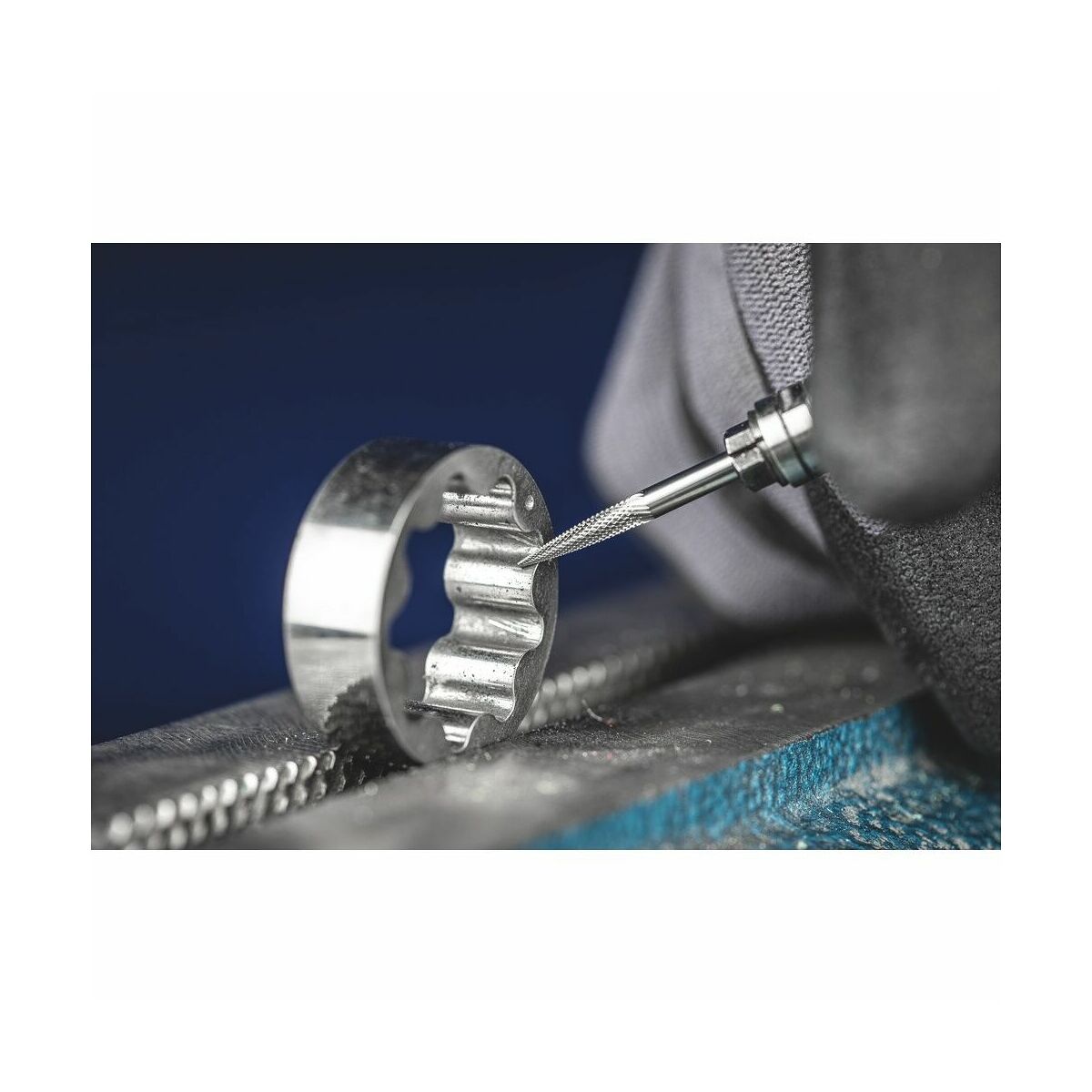
A MICRO fogakkal ellátott Keményfém turbómarók kifejezetten finom megmunkáláshoz készültek, és olyan területeken használatosak, ahol általában csiszolt hegyeket használnak. Nagyobb fémeltávolítási sebességet és magas felületi minőséget biztosítanak, különösen a hagyományos maratott felületekhez képest. Ugyanakkor alacsony rezgés- és zajszint mellett működnek. Geometriájukat a szerszám teljes élettartama alatt megőrzik. Ideálisan alkalmasak kézi és gépi megmunkálási feladatokra. Szinte minden anyag megmunkálható 68 HRC keménységig. A DIN 8032 szerinti hegyes csiszolás, hegye lapított.
Jellemző:
- RPM, szürke öntöttvas, fehér öntöttvas: 64000 RPM
- 1 200 N/mm² feletti edzett edzett acélok FORDULATSZÁM: 48000 RPM
- Kemény nemvasfémek FORDULATSZÁMA: 48000 RPM
- FORDULATSZÁM, nagy hőálló anyagok: 48000 RPM
- FORDULATSZÁM, rozsda- és saválló acélok: 48000 RPM
- FORDULATSZÁM, acélok-től 1 200 N/mm²-ig: 64000 RPM
- RPM BIS, szürke öntöttvas, fehér öntöttvas: 80000 RPM
- FORDULATSZÁM BIS, edzett edzett acélok 1 200 N/mm² felett: 64000 RPM
- RPM BIS, kemény nemvasfémek: 64000 RPM
- RPM BIS, nagy hőálló anyagok: 64000 RPM
- FORDULATSZÁM BIS, rozsda- és saválló acélok: 64000 RPM
- FORD/PERC BIS, acélok - 1 200 N/mm²: 80000 RPM
- Fogazás: MIKRO
- Ø külső metrikus: 3 mm
- Ø metrikus tengely: 3 mm
- Hossz, fogazott: 13 mm
- Hossz, teljes: 43 mm
Előny:
- Magas felületminőség.
- A csiszolócsapokkal összehasonlítva nincs változás a geometriában a kopás/szakadás miatt.
- Szinte minden anyag megmunkálása 68 HRC-ig.
- A pontos koncentritásnak köszönhetően az ütésmentes munkavégzés zajok nélkül is lehetséges. Ez jelentősen csökkenti a szerszám- és szerszámmeghajtó kopás-ját.
Felhasználás:
- Alkalmazási javaslatok: Különösen alkalmas finom megmunkáláshoz, nagyon finom vakolási munkákhoz, szerszám- és penészkészítésben végzett korrekciókhoz vagy vágószerszámok élesítéséhez. Ha lehetséges, a rezgések elkerülése érdekében használja a szerszámokat nagy teljesítményű meghajtókon, rugalmasan felszerelt orsókkal. Tartsa be a sebességi ajánlásokat. Ha a vágócsap átmérőjének legkisebb tartománya eléri a betét értéket, az ajánlott sebesség ennek megfelelően növelhető. A vágócsapok gazdaságos betét-je esetén a munkát a felső fordulatszám/vágási sebesség tartományban végzik. Használjon 3 mm-es szárátmérő-vel ellátott vágócsapokat a 75–300 watt teljesítményű meghajtókon.
- Feldolgozási feladatok: Áttörések készítése; sorjázás; szintezés; marás; marás; Felületi megmunkálás; hegesztési megmunkálás
- Meghajtási típusok: Hajlító tengely hajtás; szerszámgép; robot; álló gépek; egyenes csiszoló
Alapanyag:
- Megmunkálható anyagok:
- Temperöntvény
- Fekete temperöntvény (GTS, GJMB)
- Bronz
- Betétedzhető acélok
- Öntöttvas
- Acélöntvény
- Kobalt alapú ötvözetek
- Szürke/gömbgrafitos öntöttvas (GG/GJL, GGGG/GJS)
- Nemvasfém kemény
- Edzett, edzett acélok 1 200 N/mm²-nél (< 38 HRC)
- Nikkel alapú ötvözetek (pl. Inconell és Hasteloy)
- Nemesacél (INOX)
- Acél
- Acél, acél öntvény
- acélok max. 1 200 N/mm² (< 38 HRC)
- acélok 700 N/mm² felett (> 220 HB)
- acélok legfeljebb 700 N/mm² (< 220 HB)
- Titan
- Titánötvözetek
- Szerszámacélok
- Fehér temperöntvény (GTW, GJMW)