

{{ name }}
Cikkszám {{ combinedCodeWithHighlight }}
Cikkszám:
EAN / GTIN:
Gyártó száma:
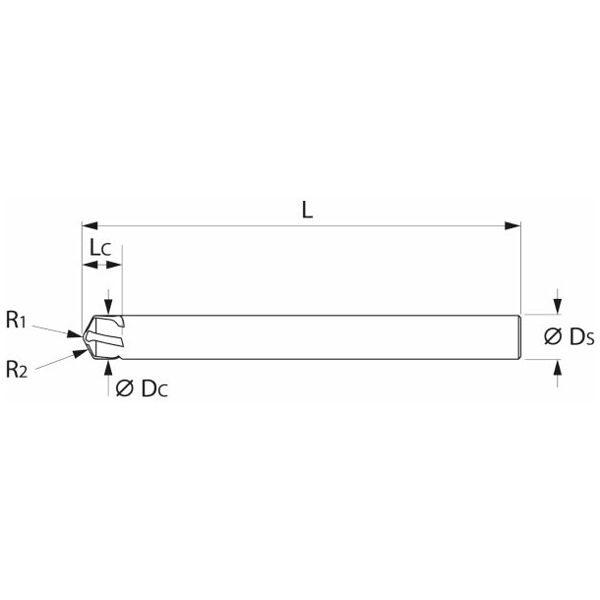
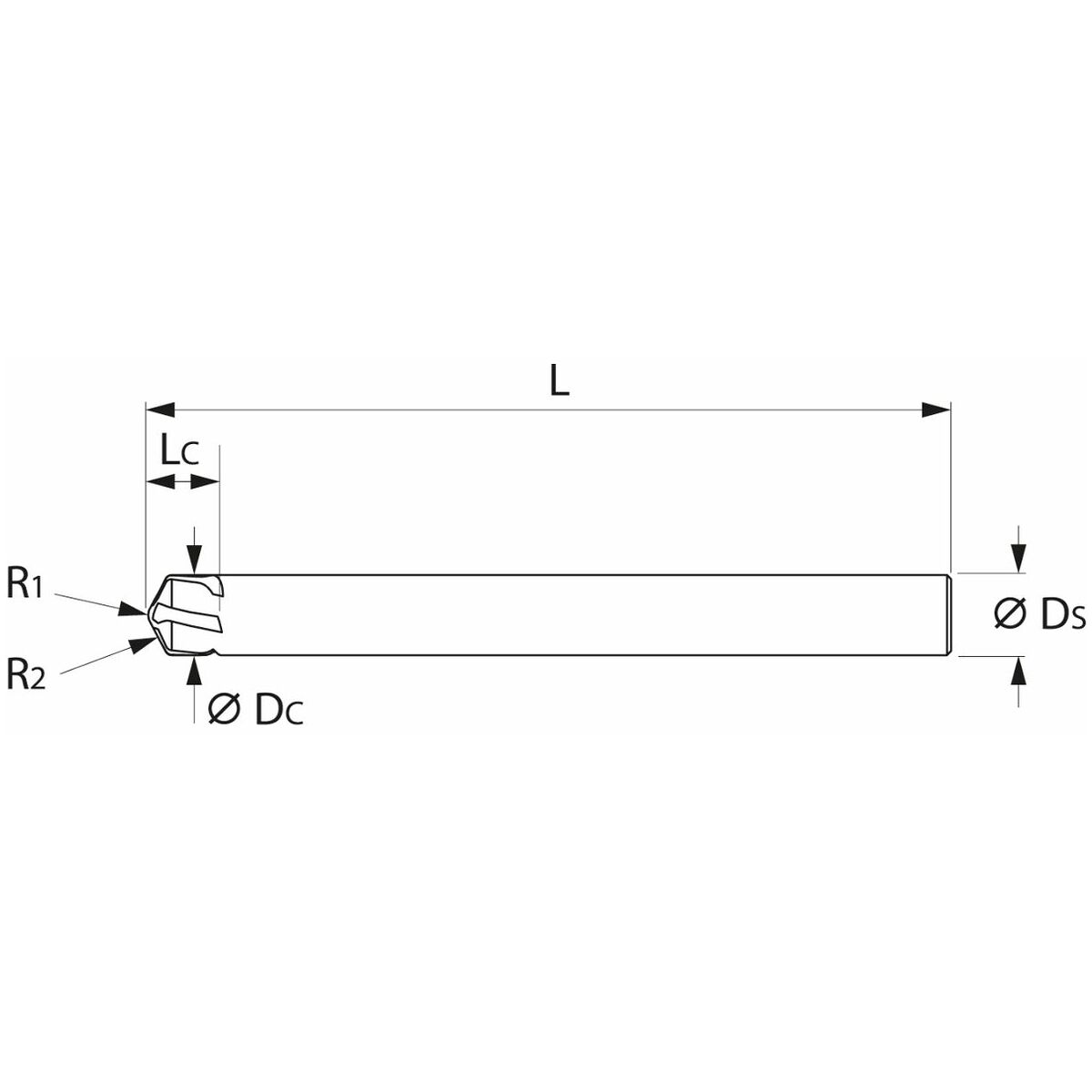
| Vágóél ⌀ DC | 8 mm | |
| Bevonat | TiAlN | |
| Szerszámanyag | VHM | |
| Szabvány | Gyári szabvány | |
| Típus | N | |
| Tűrés névleges ⌀ | f8 | |
| Fogak száma Z | 3 | |
| Spirálszög | 30 fok | |
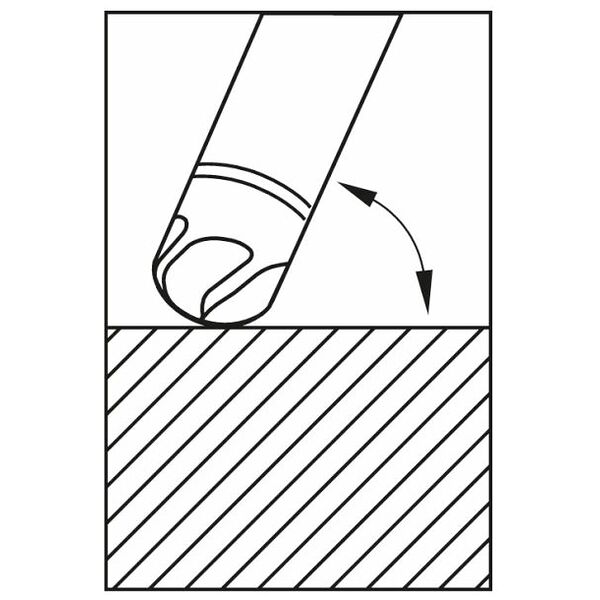
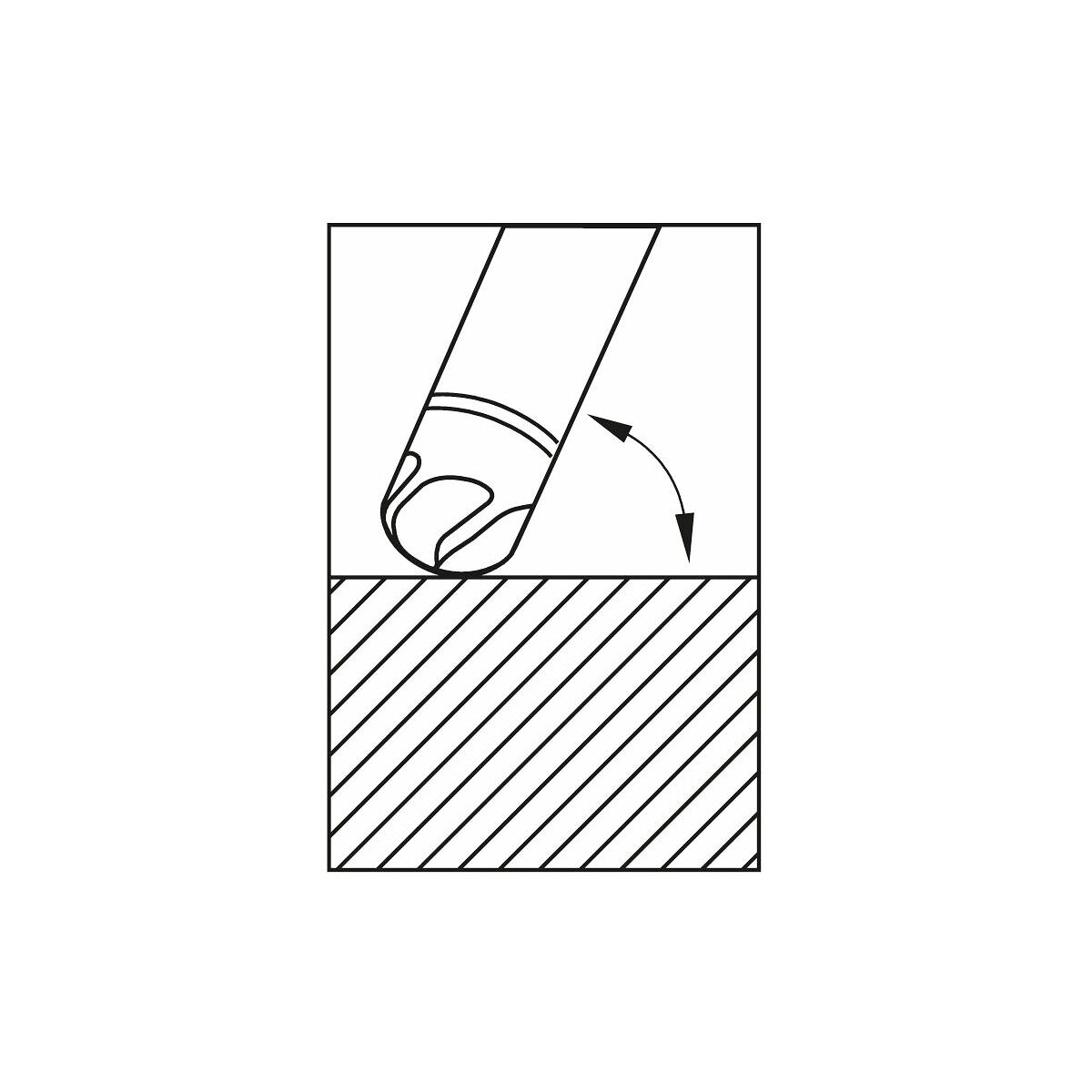
| Fogásvételi irány | Vízszintes | |
| Fogásszélesség ae marási műveletnél | 0,05×D szélezésnél; 0,05×D másolómarásnál | |
| Szár | DIN 6535 HA, h6-tal | |
| Forgácsolási stratégia | PPC | |
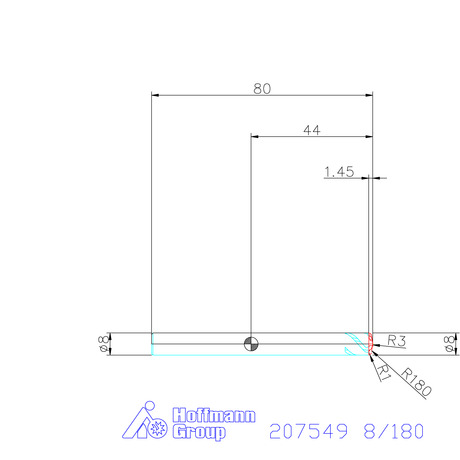
| Élhossz Lc | 1,4 mm | |
| Hatósugár R2 | 180 mm | |
| Vágóél rádiusz R1 | 3 mm | |
| Teljes hossz L | 80 mm | |
| Szár ⌀ Ds | 8 mm | |
| Előtolás fz szélezéshez acélban < 900 N/mm2 | 0,055 mm | |
| Előtolás fz másolómaráshoz acélban < 900 N/mm2 | 0,065 mm | |
| Színes gyűrű | zöld | |
| Termék fajtája | Teljes rádiusz- és gömbvégű maró |
| Cikkszám | 207549 8/180 | |
| EAN / GTIN | 4045197938244 | |
| Gyártó száma | 207549 8/180 |
















