




{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
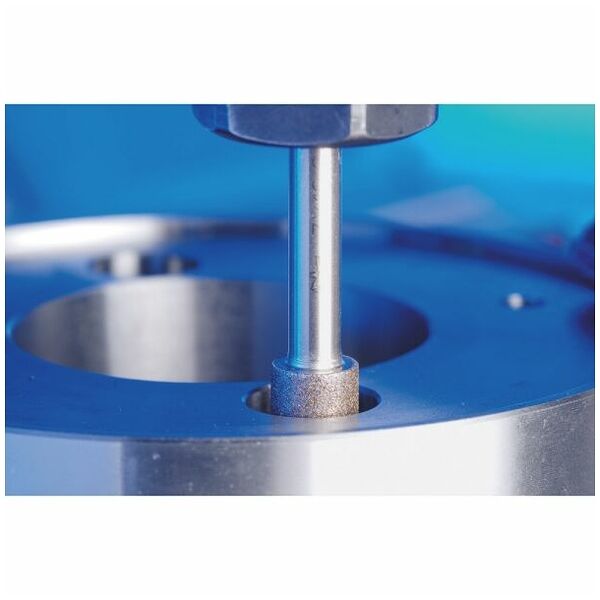
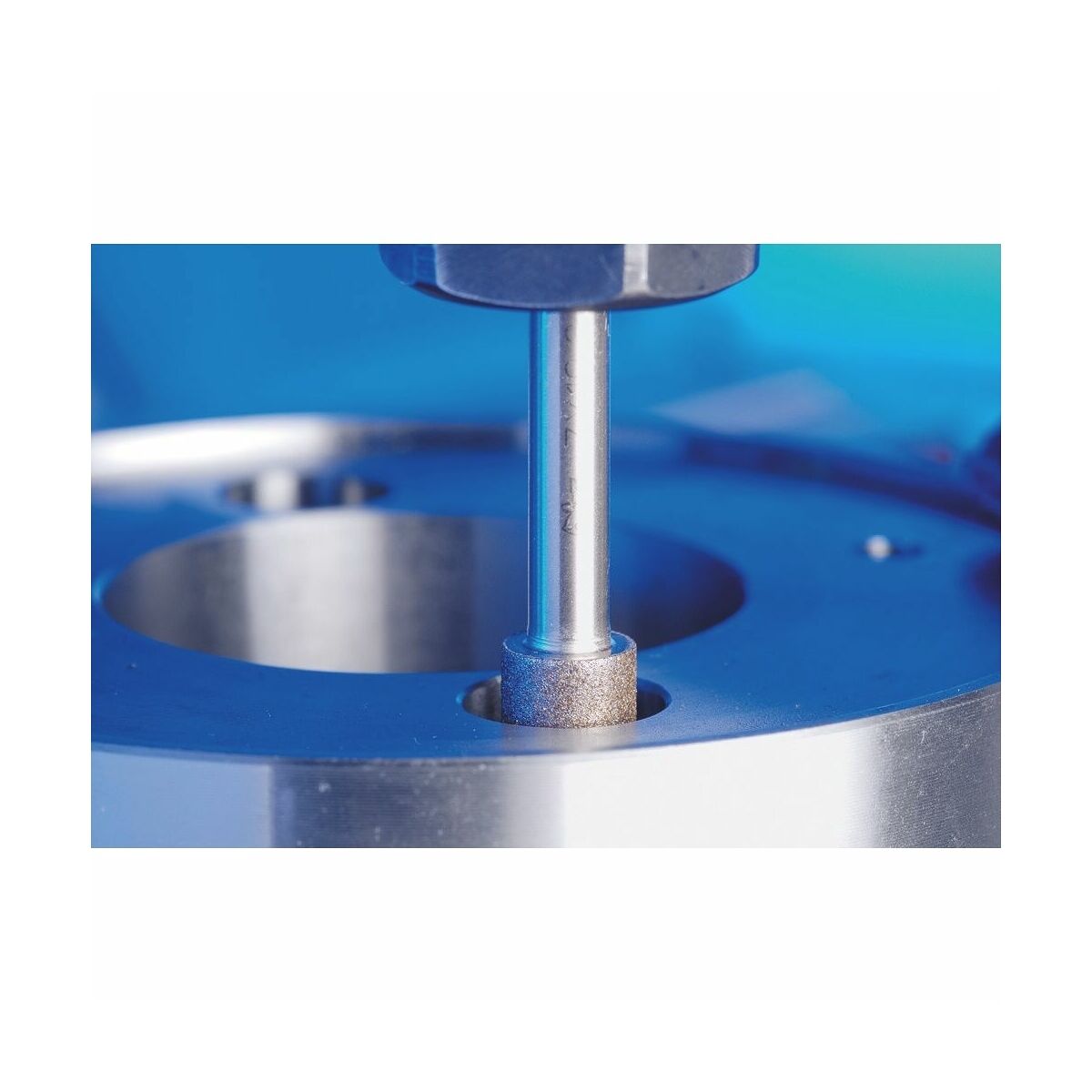
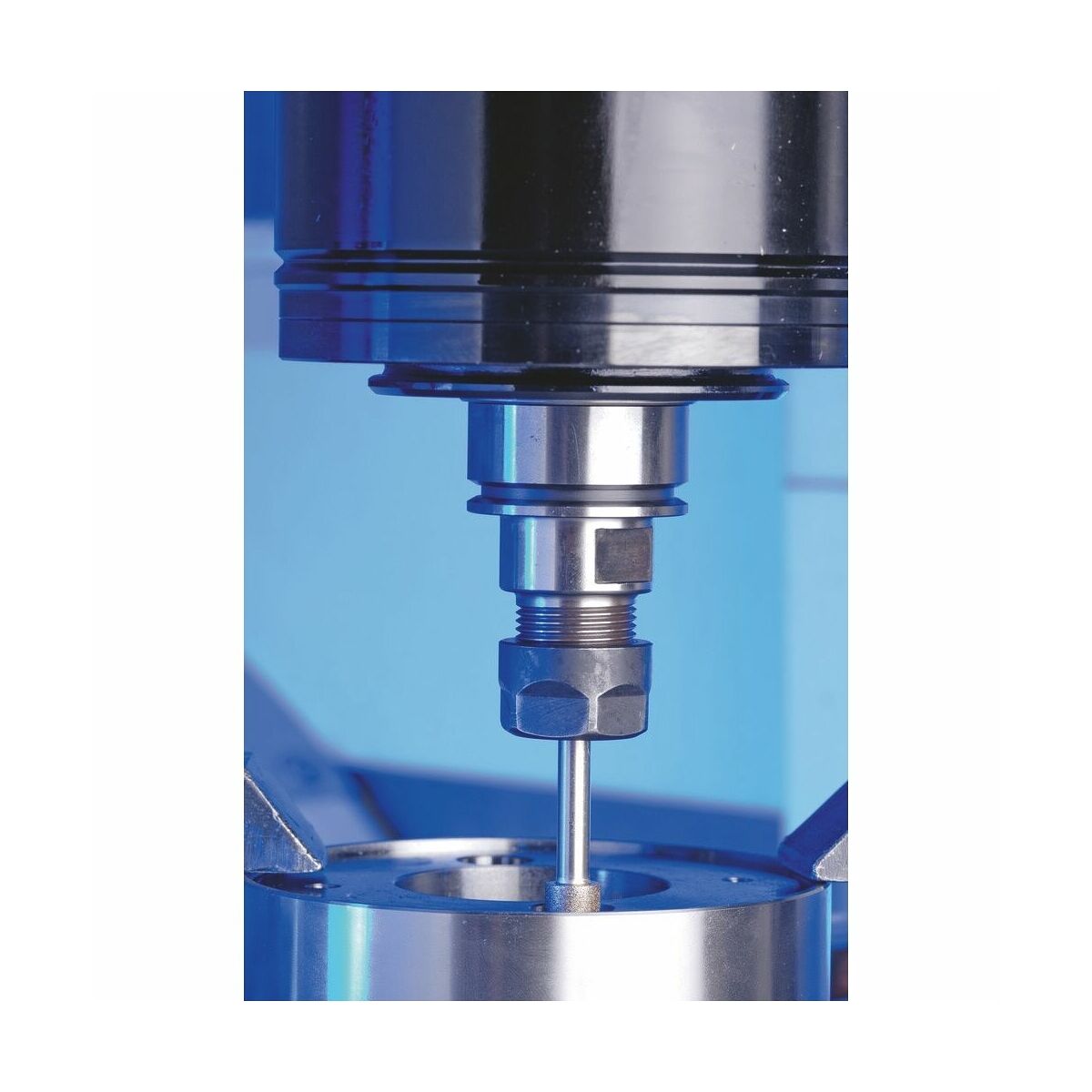
| Type of product | Grinding point |
| Article number | 4007220260845 | |
| EAN / GTIN | 4007220260845 | |
| Manufacturer number | 36003509 | |
| L-Number | L51170 84 |