Description:
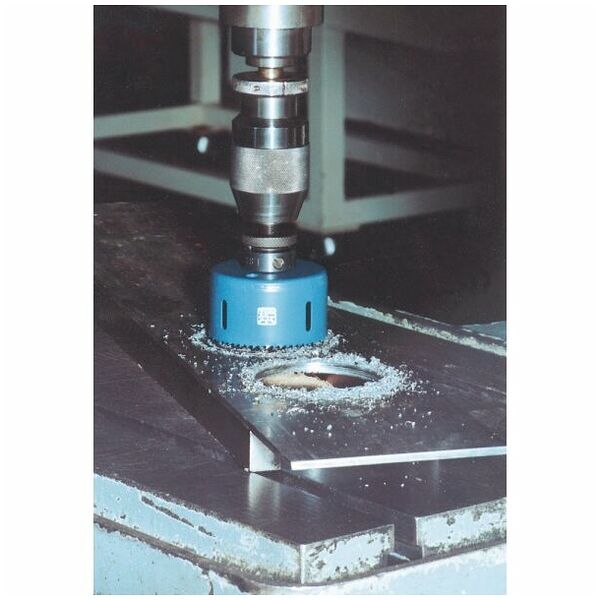
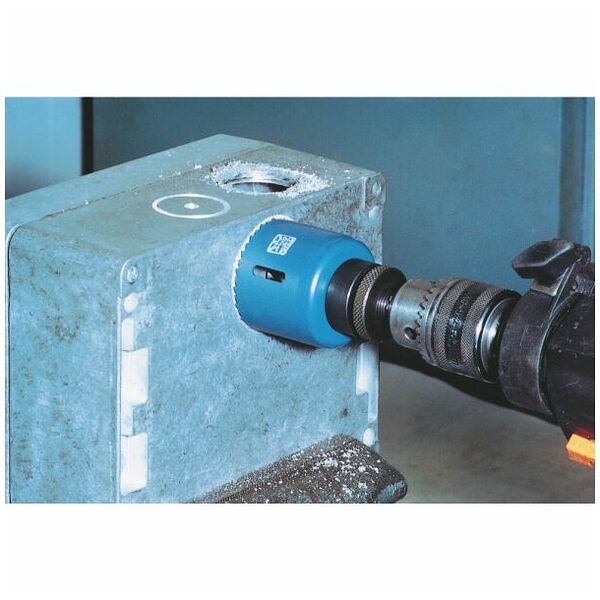
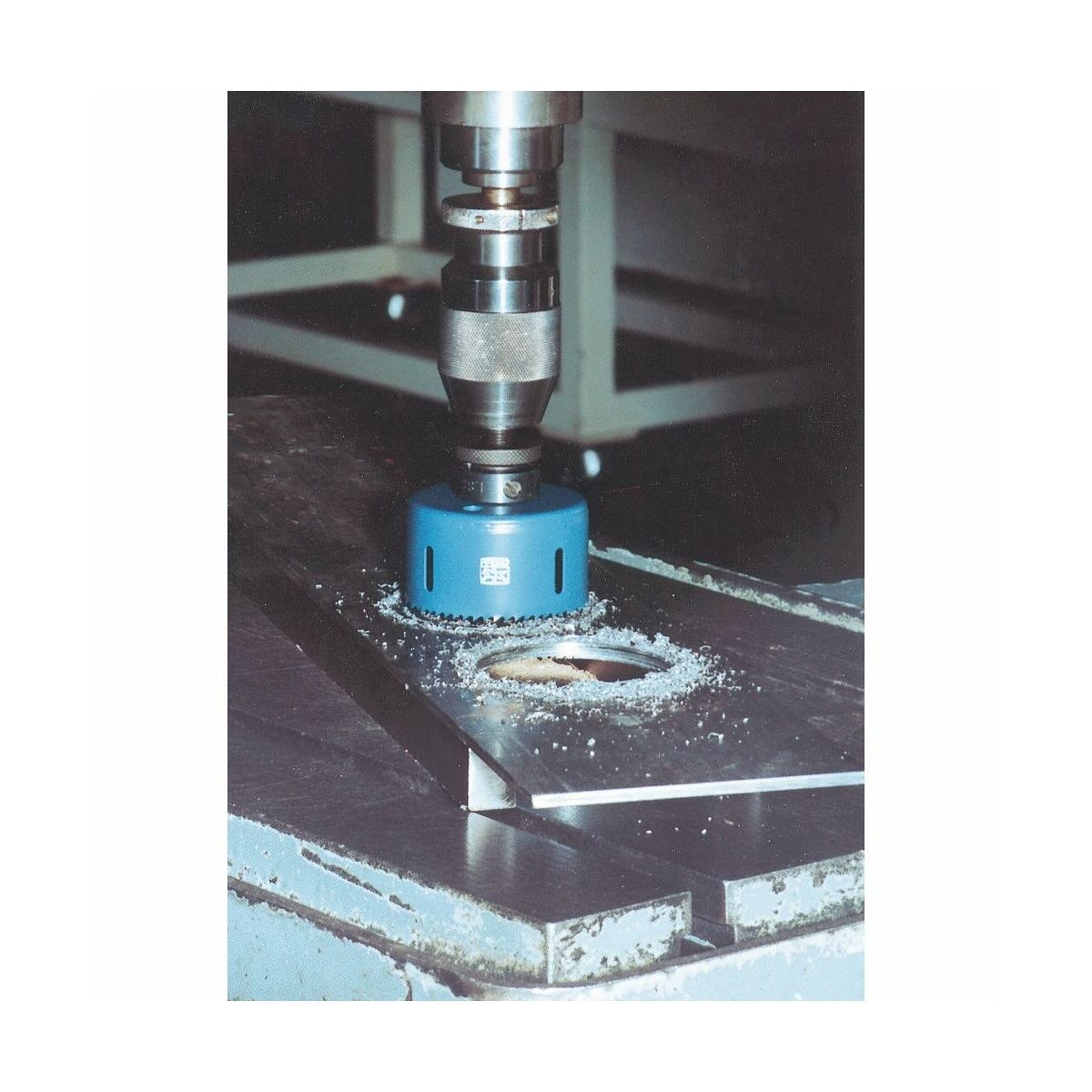
Hole saws are made from tough, shatter-proof, sturdy HSS bimetal. The saw teeth are made from high-quality M42 (Co8) material. They are used for cutting out holes. The thread version 5/8-18 UNF includes the thread LS 32 to LS 210. The matching hole saw arbor is LSS 2.
Feature:
- RPM from, rust and acid-resistant steels: 70 RPM
- RPM from, soft non-ferrous metals: 190 RPM
- RPM from, steels up to 1,200 N/mm²: 140 RPM
- RPM from, thermoplastics, fibre-reinforced plastics (GRP/CRP): 230 RPM
- Cutting depth, max: 31 mm
- Dia. external, metric: 60 mm
Advantage:
- Cost-effective sawing of round cut-outs.
- Chattering during sawing is prevented by the alternating tooth pitch.
- High concentricity.
- Good chip removal.
- The hole saw is conveniently centred and guided via the replaceable HSS pilot drill.
Application:
- Recommendations for use: Observe the recommended rotational speeds. Clamp the pilot drill in the hole saw arbor and make sure that it projects at least 3 mm (1/8″) over the teeth of the hole saw. When cutting metals, use a high-quality cutting oil, if possible. This facilitates smooth running and extends the hole saw service life. Exception: when working on aluminium, use kerosene instead of cutting oil. HSS hole saws are suitable for work on stainless steel (INOX). In order to avoid corrosion, remove any particles which develop during work from the workpiece. Clean the workpiece chemically or mechanically (etching/polishing, etc.). Make sure that all the teeth are applied evenly. To prevent tooth breakage, avoid swinging movements during sawing. Avoid overheating the tool. Observe the maximum cutting depth. The 60.0 mm diameter is suitable for cutting out holes for built-in lights with a 60 mm diameter.
- Applications: Cutting out holes; Drilling
- Drive types: Column drill; Power drill
Material:
- Materials that can be worked:
- Aluminium
- Brass
- Bronze
- Chipboard
- Copper
- Hard non-ferrous metal
- Hardwood
- Other non-ferrous metals
- Plastics
- Soft aluminium alloys
- Soft non-ferrous metal
- Soft wood
- Stainless steel (INOX)
- Steel
- Steel, cast steel
- Steels up to 1,200 N/mm² (< 38 HRC)
- Steels up to 700 N/mm² (< 220 HB)
- Tough aluminium alloys
- Wood
- Zinc
- Materials that can be worked: Aluminium; Brass; Bronze; Chipboard; Copper; Hard non-ferrous metal; Hardwood; Other non-ferrous metals; Plastics; Soft aluminium alloys; Soft non-ferrous metal; Soft wood; Stainless steel (INOX); Steel; Steel, cast steel; Steels up to 1,200 N/mm² (< 38 HRC); Steels up to 700 N/mm² (< 220 HB); Tough aluminium alloys; Wood; Zinc
Supplied with:
- Please order hole saw arbors separately.
Note:
- When using shank extensions, the recommended hole saw rotational speeds must not be exceeded. Risk of accidents!