

{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
| for threads | M6 | |
| Coating | vaporised | |
| Tool material | HSS | |
| Standard | DIN 1897 | |
| Tolerance nominal ⌀ | h8 | |
| No. of teeth Z | 2 | |
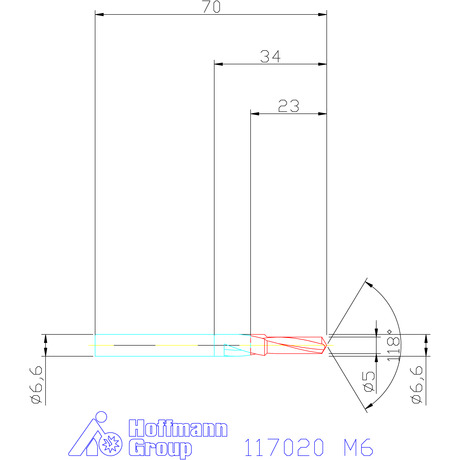
| Point angle | 118 degrees | |
| Shank | Parallel shank to h8 | |
| Countersink angle | 90 degrees | |
| Through-coolant | no | |
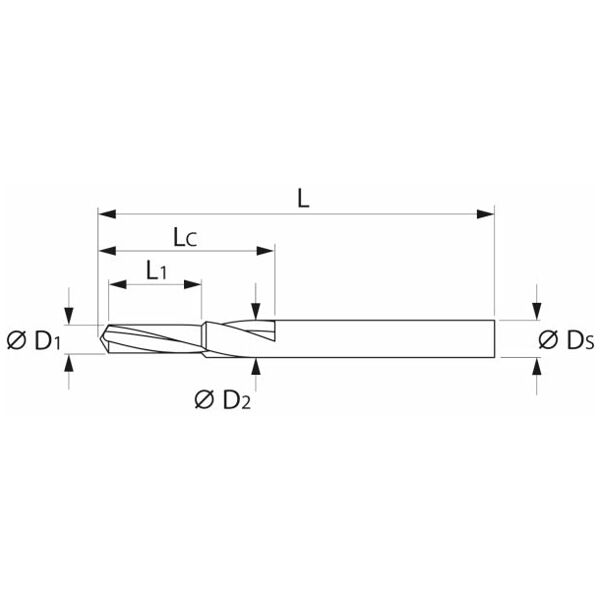
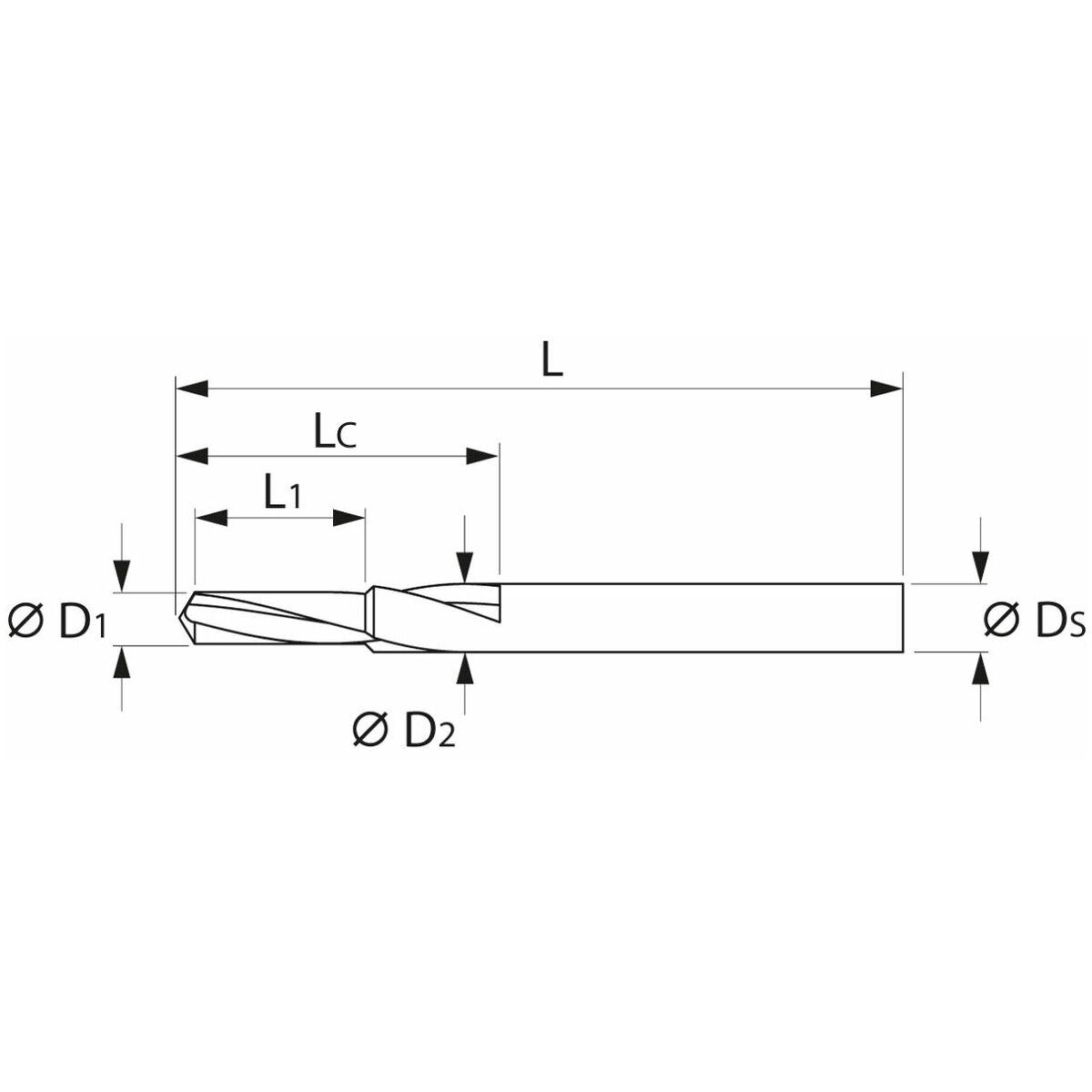
| ⌀ D1 1st step with chamfer h8 | 5 mm | |
| ⌀ D2 2nd step with chamfer h8 | 6.6 mm | |
| Step height L1 1st step | 16.5 mm | |
| Flute length Lc | 31 mm | |
| Overall length L | 70 mm | |
| Shank ⌀ Ds | 6.6 mm | |
| Feed f in steel < 750 N/mm2 | 0.07 mm/rev. | |
| Shank tolerance | h8 | |
| Colour ring | without | |
| Application for type of drilling | for blind hole and through hole | |
| Type of product | Stepped drill |
| Article number | 117020 M6 | |
| EAN / GTIN | 4045197035660 | |
| Manufacturer number | 117020 M6 |







