





















{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:
Cat. Nr.:
| Série | Master Steel | |
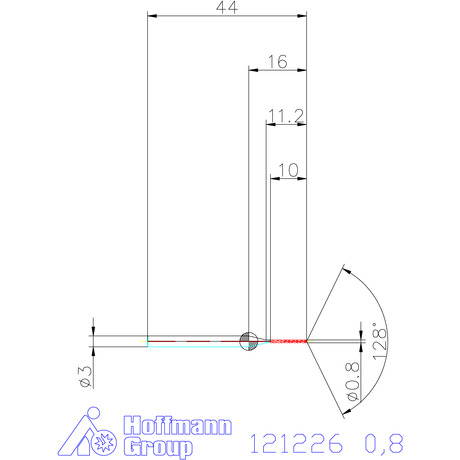
| ⌀ nom. DC | 0,8 mm | |
| Revêtement | AlCrN | |
| Type d'outils | Carbure monobloc | |
| Norme | Norme usine | |
| Exécution | 12×D | |
| Tolérance ⌀ nominal | h6 | |
| Nombre de dents Z | 2 | |
| Angle de pointe | 128 degré | |
| Profondeur de perçage maximale recommandée L2 | 10 mm | |
| Queue | DIN 6535 HA avec h6 | |
| Arrosage interne | Oui, à 40 bars | |
| Méthode d'usinage | HPC | |
| Foret pilote nécessaire | Oui, foret pilote | |
| Semi-Standard | oui | |
| Longueur des goujures Lc | 11,2 mm | |
| Longueur totale L | 44 mm | |
| ⌀ queue Ds | 3 mm | |
| Avance f dans l'acier < 1100 N/mm2 | 0,028 mm/tr | |
| Avance f dans l'INOX < 900 N/mm2 | 0,015 mm/tr | |
| Bague de couleur | Vert | |
| Type de produit | Forets hélicoïdaux |
| Référence article |
121226 0,8
Copier |
|
| EAN / GTIN |
4062406578244
Copier |
|
| Réf. fabricant |
121226 0,8
Copier |
|
| Fabricant | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













