

{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
| Coating | AlTiN | |
| Cutter ⌀ D | 12 mm | |
| Tool material | Solid carbide | |
| Standard | Manufacturer’s standard | |
| Type | N | |
| Tolerance nominal ⌀ | h9 | |
| Number of cutting edges Z | 5 | |
| Helix angle | 46 degrees | |
| Helix angle characteristic | unequal spacing | |
| Direction of infeed | horizontal, oblique and vertical | |
| Cutting width ae for milling operation | 0.05×D | |
| Machining strategy | TPC | |
| Through-coolant | no | |
| suitable arbor | with threaded shank | |
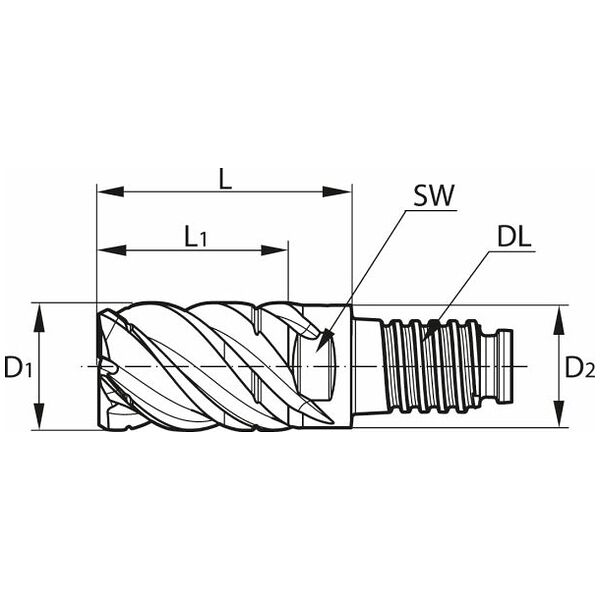
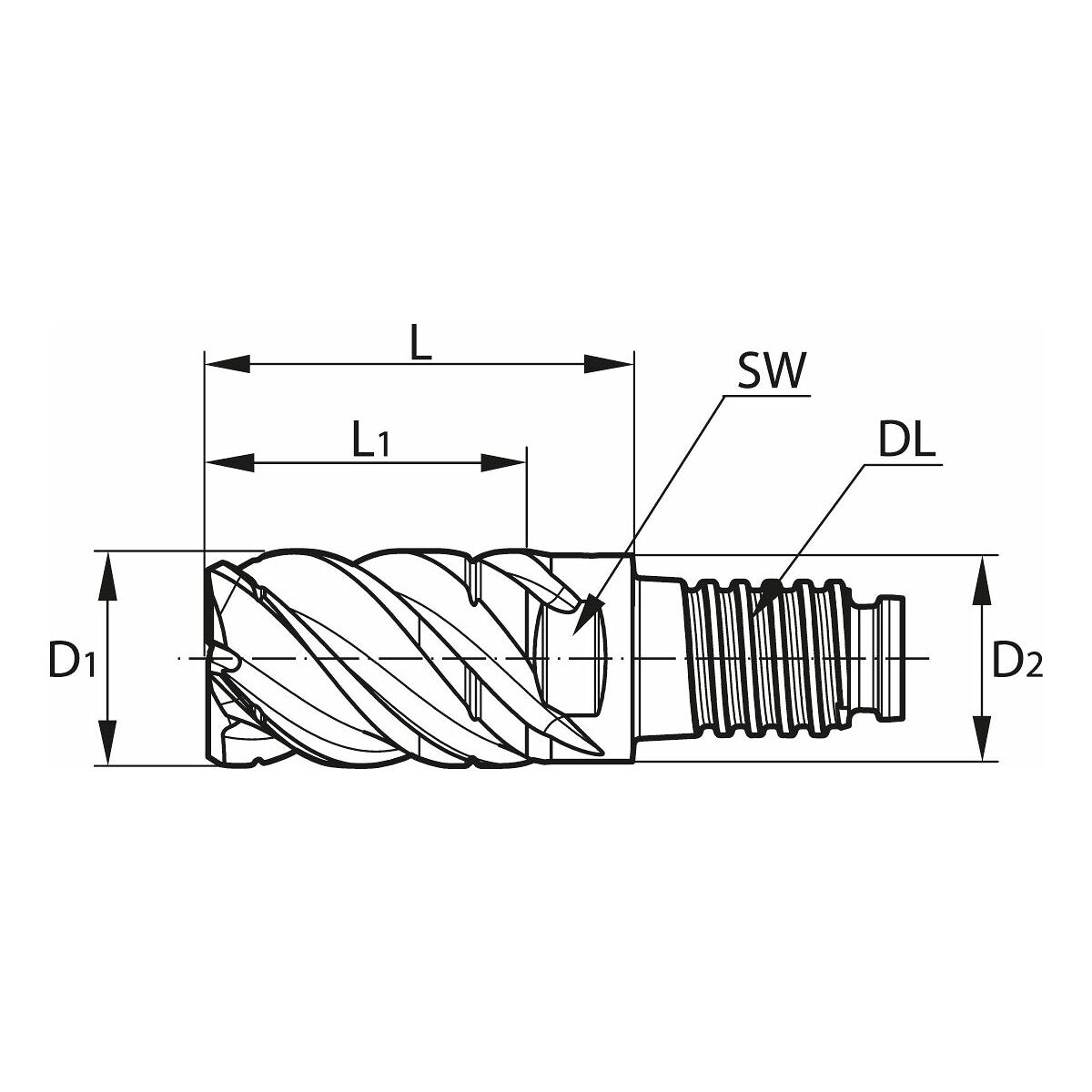
| Flute length L2 | 18 mm | |
| ⌀ D2 | 11.5 mm | |
| Overhang L1 | 18 mm | |
| Overall length L | 24 mm | |
| DUO-LOCK interface | DL12 | |
| Width across flats AF | 9.5 mm | |
| recommended tightening torque | 30 Nm | |
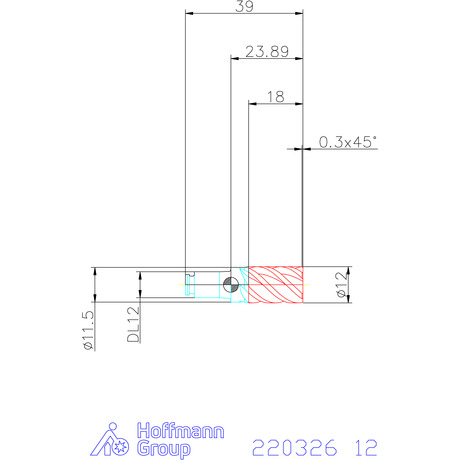
| Corner chamfer width at 45° | 0.3 mm | |
| Corner chamfer angle | 45 degrees | |
| Average chip thickness hmax for TPC milling in steel < 900 N/mm2 | 0.028 mm | |
| Type of product | Cutter insert for milling |
| Article number | 220326 12 | |
| EAN / GTIN | 4034221103116 | |
| Manufacturer number | DL12F1105MN1200CDA |















